

Mehr Info - iwb
Mehr Info - iwb
Mehr Info - iwb

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
5.3 Auswirkungen auf das dynamische Verhalten beim Rührreibschweißen<br />
Nachgiebigkeit<br />
10 -1<br />
μm<br />
N<br />
10 -2<br />
5<br />
2<br />
10 -3<br />
5<br />
2<br />
10 -4<br />
höhere<br />
Steifigkeit<br />
reduzierte<br />
Phasendrehung<br />
φ ges<br />
GXX Maschinennachgiebigkeit<br />
M<br />
GXX Systemnachgiebigkeit<br />
ges<br />
Frequenz<br />
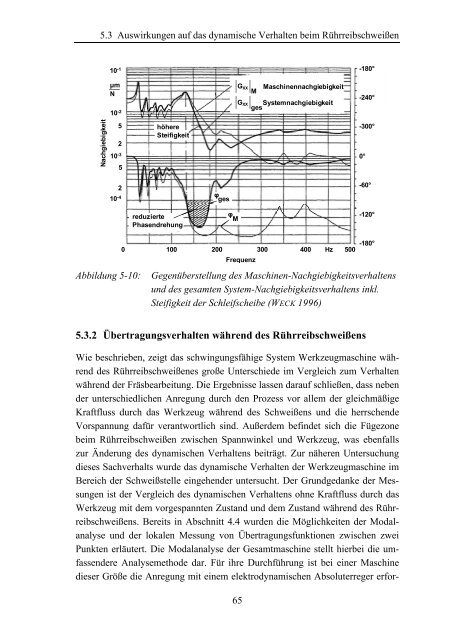
Abbildung 5-10: Gegenüberstellung des Maschinen-Nachgiebigkeitsverhaltens<br />
und des gesamten System-Nachgiebigkeitsverhaltens inkl.<br />
Steifigkeit der Schleifscheibe (WECK 1996)<br />
5.3.2 Übertragungsverhalten während des Rührreibschweißens<br />
φ M<br />
Wie beschrieben, zeigt das schwingungsfähige System Werkzeugmaschine während<br />
des Rührreibschweißenes große Unterschiede im Vergleich zum Verhalten<br />
während der Fräsbearbeitung. Die Ergebnisse lassen darauf schließen, dass neben<br />
der unterschiedlichen Anregung durch den Prozess vor allem der gleichmäßige<br />
Kraftfluss durch das Werkzeug während des Schweißens und die herrschende<br />
Vorspannung dafür verantwortlich sind. Außerdem befindet sich die Fügezone<br />
beim Rührreibschweißen zwischen Spannwinkel und Werkzeug, was ebenfalls<br />
zur Änderung des dynamischen Verhaltens beiträgt. Zur näheren Untersuchung<br />
dieses Sachverhalts wurde das dynamische Verhalten der Werkzeugmaschine im<br />
Bereich der Schweißstelle eingehender untersucht. Der Grundgedanke der Messungen<br />
ist der Vergleich des dynamischen Verhaltens ohne Kraftfluss durch das<br />
Werkzeug mit dem vorgespannten Zustand und dem Zustand während des Rührreibschweißens.<br />
Bereits in Abschnitt 4.4 wurden die Möglichkeiten der Modalanalyse<br />
und der lokalen Messung von Übertragungsfunktionen zwischen zwei<br />
Punkten erläutert. Die Modalanalyse der Gesamtmaschine stellt hierbei die umfassendere<br />
Analysemethode dar. Für ihre Durchführung ist bei einer Maschine<br />
dieser Größe die Anregung mit einem elektrodynamischen Absoluterreger erfor-<br />
65<br />
-180°<br />
-240°<br />
-300°<br />
0°<br />
-60°<br />
-120°<br />
-180°<br />
0 100 200 300 400 Hz 500













