

Mehr Info - iwb
Mehr Info - iwb
Mehr Info - iwb

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
2 Stand von Wissenschaft und Technik<br />
ves Material enthalten. Die Einschweißtiefe beträgt bei dieser Anwendung 50<br />
mm (CEDERQVIST & ANDREWS 2003). Eine weitere, jedoch ungewöhnliche Anwendung<br />
ist die Erzeugung von Metal Matrix Composites (MMCs). Hierbei werden<br />
durch das Rührreibschweißen Partikel eines härteren Metalls oder einer Keramik<br />
in die Metallmatrix eingerührt, mit dem Ziel, diese lokal zu verstärken<br />
(HSU ET AL. 2005, CHANG ET AL. 2006).<br />
Die Anwendung auf andere Werkstoffe ist jedoch oft mit großen Herausforderungen<br />
verknüpft. Häufig sind z. B. die beim Schweißen von Aluminium eingesetzten<br />
Werkzeuge aus Stahl nicht mehr ausreichend und müssen durch speziell<br />
beschichtete Werkzeuge (WEINBERGER ET AL. 2008) oder Werkzeuge aus anderen<br />
Werkstoffen, wie z. B. kubischem Bornitrid oder Wolfram-Rhenium-<br />
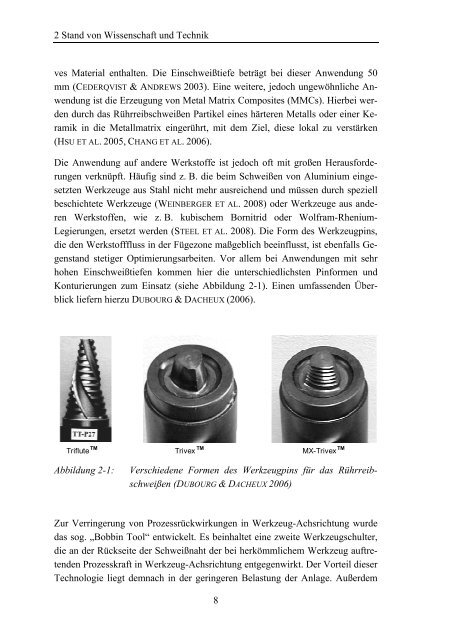
Legierungen, ersetzt werden (STEEL ET AL. 2008). Die Form des Werkzeugpins,<br />
die den Werkstofffluss in der Fügezone maßgeblich beeinflusst, ist ebenfalls Gegenstand<br />
stetiger Optimierungsarbeiten. Vor allem bei Anwendungen mit sehr<br />
hohen Einschweißtiefen kommen hier die unterschiedlichsten Pinformen und<br />
Konturierungen zum Einsatz (siehe Abbildung 2-1). Einen umfassenden Überblick<br />
liefern hierzu DUBOURG & DACHEUX (2006).<br />
TM TM TM<br />
Triflute Trivex MX-Trivex<br />
Abbildung 2-1: Verschiedene Formen des Werkzeugpins für das Rührreibschweißen<br />
(DUBOURG & DACHEUX 2006)<br />
Zur Verringerung von Prozessrückwirkungen in Werkzeug-Achsrichtung wurde<br />
das sog. „Bobbin Tool“ entwickelt. Es beinhaltet eine zweite Werkzeugschulter,<br />
die an der Rückseite der Schweißnaht der bei herkömmlichem Werkzeug auftretenden<br />
Prozesskraft in Werkzeug-Achsrichtung entgegenwirkt. Der Vorteil dieser<br />
Technologie liegt demnach in der geringeren Belastung der Anlage. Außerdem<br />
8













