LeiKom-Handbuch Produkt Instrumente zur Entwick- lung - IfG
LeiKom-Handbuch Produkt Instrumente zur Entwick- lung - IfG
LeiKom-Handbuch Produkt Instrumente zur Entwick- lung - IfG

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Vorzüge des Verfahrens („Duktiler Druckguss“, „Schweißbarer Druckguss“) jedoch inzwischen<br />
auch im konventionellen Druckgiessverfahren mit Spezialwerkstoffen erreicht werden<br />
können, und da das Verfahren im Vergleich hierzu höhere Investitions- und Rohmaterialkosten<br />
erfordert, wird heute nur in Einzelfällen Thixocasting in der Serienproduktion betrieben.<br />
Bei den hergestellten Gusstücken handelt es sich um Kraftstoffverteiler, Motorgehäuse, Türrahmenknoten<br />
und Gehäuse für elektronische Geräte aus Aluminium- und Magnesiumlegierungen<br />
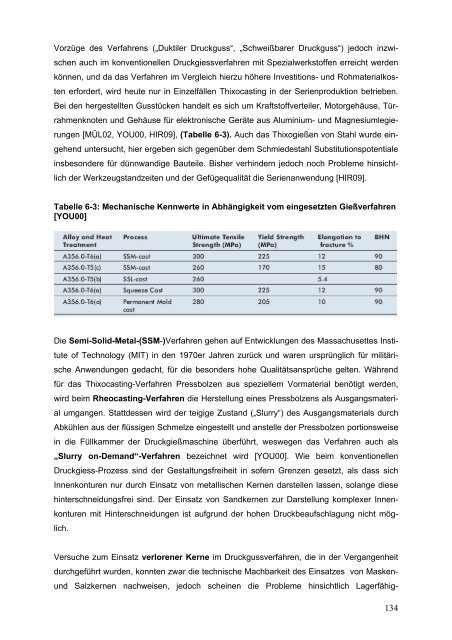
[MÜL02, YOU00, HIR09], (Tabelle 6-3). Auch das Thixogießen von Stahl wurde eingehend<br />
untersucht, hier ergeben sich gegenüber dem Schmiedestahl Substitutionspotentiale<br />
insbesondere für dünnwandige Bauteile. Bisher verhindern jedoch noch Probleme hinsichtlich<br />
der Werkzeugstandzeiten und der Gefügequalität die Serienanwendung [HIR09].<br />
Tabelle 6-3: Mechanische Kennwerte in Abhängigkeit vom eingesetzten Gießverfahren<br />
[YOU00]<br />
Die Semi-Solid-Metal-(SSM-)Verfahren gehen auf <strong>Entwick</strong><strong>lung</strong>en des Massachusettes Institute<br />
of Technology (MIT) in den 1970er Jahren <strong>zur</strong>ück und waren ursprünglich für militärische<br />
Anwendungen gedacht, für die besonders hohe Qualitätsansprüche gelten. Während<br />
für das Thixocasting-Verfahren Pressbolzen aus speziellem Vormaterial benötigt werden,<br />
wird beim Rheocasting-Verfahren die Herstel<strong>lung</strong> eines Pressbolzens als Ausgangsmaterial<br />
umgangen. Stattdessen wird der teigige Zustand („Slurry“) des Ausgangsmaterials durch<br />
Abkühlen aus der flüssigen Schmelze eingestellt und anstelle der Pressbolzen portionsweise<br />
in die Füllkammer der Druckgießmaschine überführt, weswegen das Verfahren auch als<br />
„Slurry on-Demand“-Verfahren bezeichnet wird [YOU00]. Wie beim konventionellen<br />
Druckgiess-Prozess sind der Gestaltungsfreiheit in sofern Grenzen gesetzt, als dass sich<br />
Innenkonturen nur durch Einsatz von metallischen Kernen darstellen lassen, solange diese<br />
hinterschneidungsfrei sind. Der Einsatz von Sandkernen <strong>zur</strong> Darstel<strong>lung</strong> komplexer Innenkonturen<br />
mit Hinterschneidungen ist aufgrund der hohen Druckbeaufschlagung nicht möglich.<br />
Versuche zum Einsatz verlorener Kerne im Druckgussverfahren, die in der Vergangenheit<br />
durchgeführt wurden, konnten zwar die technische Machbarkeit des Einsatzes von Maskenund<br />
Salzkernen nachweisen, jedoch scheinen die Probleme hinsichtlich Lagerfähig-<br />
134