LeiKom-Handbuch Produkt Instrumente zur Entwick- lung - IfG
LeiKom-Handbuch Produkt Instrumente zur Entwick- lung - IfG
LeiKom-Handbuch Produkt Instrumente zur Entwick- lung - IfG

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
keit,Entkernbarkeit, Rezyklierung und Wirtschaftlichkeit den Durchbruch derartiger Verfahren<br />
bisher zu verhindern [SCH00, BAS92].<br />
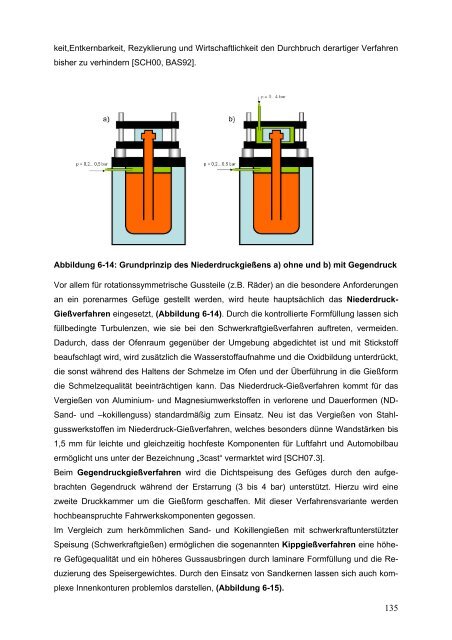
Abbildung 6-14: Grundprinzip des Niederdruckgießens a) ohne und b) mit Gegendruck<br />
Vor allem für rotationssymmetrische Gussteile (z.B. Räder) an die besondere Anforderungen<br />
an ein porenarmes Gefüge gestellt werden, wird heute hauptsächlich das Niederdruck-<br />
Gießverfahren eingesetzt, (Abbildung 6-14). Durch die kontrollierte Formfül<strong>lung</strong> lassen sich<br />
füllbedingte Turbulenzen, wie sie bei den Schwerkraftgießverfahren auftreten, vermeiden.<br />
Dadurch, dass der Ofenraum gegenüber der Umgebung abgedichtet ist und mit Stickstoff<br />
beaufschlagt wird, wird zusätzlich die Wasserstoffaufnahme und die Oxidbildung unterdrückt,<br />
die sonst während des Haltens der Schmelze im Ofen und der Überführung in die Gießform<br />
die Schmelzequalität beeinträchtigen kann. Das Niederdruck-Gießverfahren kommt für das<br />
Vergießen von Aluminium- und Magnesiumwerkstoffen in verlorene und Dauerformen (ND-<br />
Sand- und –kokillenguss) standardmäßig zum Einsatz. Neu ist das Vergießen von Stahlgusswerkstoffen<br />
im Niederdruck-Gießverfahren, welches besonders dünne Wandstärken bis<br />
1,5 mm für leichte und gleichzeitig hochfeste Komponenten für Luftfahrt und Automobilbau<br />
ermöglicht uns unter der Bezeichnung „3cast“ vermarktet wird [SCH07.3].<br />
Beim Gegendruckgießverfahren wird die Dichtspeisung des Gefüges durch den aufgebrachten<br />
Gegendruck während der Erstarrung (3 bis 4 bar) unterstützt. Hierzu wird eine<br />
zweite Druckkammer um die Gießform geschaffen. Mit dieser Verfahrensvariante werden<br />
hochbeanspruchte Fahrwerkskomponenten gegossen.<br />
Im Vergleich zum herkömmlichen Sand- und Kokillengießen mit schwerkraftunterstützter<br />
Speisung (Schwerkraftgießen) ermöglichen die sogenannten Kippgießverfahren eine höhere<br />
Gefügequalität und ein höheres Gussausbringen durch laminare Formfül<strong>lung</strong> und die Reduzierung<br />
des Speisergewichtes. Durch den Einsatz von Sandkernen lassen sich auch komplexe<br />
Innenkonturen problemlos darstellen, (Abbildung 6-15).<br />
135