- Seite 2:
Bibliothek für Luftschiffahrt und
- Seite 5 und 6:
— VIII —Seite7. Hannover Segelf
- Seite 7 und 8:
— 2 —selber stundenlang ohne mo
- Seite 9 und 10:
— 4 —Offenbar waren die damalig
- Seite 11 und 12:
— 6 —Bauart dieselben Dienste g
- Seite 13 und 14:
— 8 —Ein weiterer Unterschied z
- Seite 15 und 16:
— 10 —„An der Küste Algiers
- Seite 17 und 18:
— 12 —folgendes feststellen : D
- Seite 19 und 20:
— 14 —Gewicht : Flächeninhalt
- Seite 21 und 22:
— 16 —gesetzt aufsteigt, ohne d
- Seite 23 und 24:
— 18 —Segelflug mehr oder wenig
- Seite 25 und 26:
— 20 —nicht in Frage, denn die
- Seite 27 und 28:
— 22 —SpannweitemFlächenbelast
- Seite 29 und 30:
— 24 —zu kreisen und dabei zu s
- Seite 31 und 32:
— 26 —erheben und schnell wiede
- Seite 33 und 34:
— 28 —liehe Energie entnehmen.
- Seite 35 und 36:
— 30 —sogar stehen blieb. Seine
- Seite 37:
Fig. 20Schalenkreuzanemonieter.32
- Seite 40 und 41:
— 35 —beobachter mit dem untere
- Seite 42 und 43:
— 37 —systematischen Versuchen
- Seite 44 und 45:
— 39 —verwendet, obwohl sie au
- Seite 46 und 47:
— 41 —des Absturzes war mangels
- Seite 48 und 49:
- 43 -Fig. 27. Chanute in seinem Vi
- Seite 50 und 51:
— 45 —legung des Körpergewicht
- Seite 52 und 53:
— 47 —Nr. Spannweite Flächenti
- Seite 54 und 55:
— 49 --seine umfangreichen Erfahr
- Seite 56 und 57:
— 51 —. 4. Flugsportvereinigung
- Seite 58 und 59:
53 —beschränkungen brachte, hatt
- Seite 60 und 61:
— 55 —Ungefähr zur gleichen Ze
- Seite 62 und 63:
Fig. 39. Rhön-Wettbewerb 1921. Dip
- Seite 64 und 65:
39 -Fig. 42. Rhön-Wettbewerb 1921.
- Seite 66 und 67:
- 61 -Fig. 44. Rhön-Wettbewerb 192
- Seite 68 und 69:
6:;Fig. 47Fokker-Zweisitzer-Doppeld
- Seite 70 und 71:
— 65 —11. Segelflüge 1923.Das
- Seite 72 und 73:
— 67 --gesagt werden, daß eine
- Seite 74 und 75:
— 69 —gänzliche Windstille bee
- Seite 76 und 77:
7lFig. 55Rhön-Wettbewerb 1923.Stan
- Seite 78 und 79:
— 73 —In technischer Hinischt w
- Seite 80 und 81:
-- 75 --77 7 .7-7 77 , •rTafel 1S
- Seite 82 und 83:
-- 77 --/300 -t-TafeltPelzner-Häng
- Seite 84 und 85:
79Fig. 58Dresden Schuldoppeldecker
- Seite 86 und 87:
— 81 —4. Darmstadt Segelflugzeu
- Seite 88 und 89:
-- 83 —nalen auf der Helling geba
- Seite 90 und 91:
— 85 —kufe ist mit Stoff verkle
- Seite 92 und 93:
-- 87 —imprägniert und lackiert.
- Seite 94 und 95:
5500— 89 —war. Trotz der festen
- Seite 96 und 97:
— 91 —Flügels erfolgte wieder
- Seite 98 und 99: — 93 —führen, wodurch diesem d
- Seite 100 und 101: — 95 —fabrik ausgeführt. Das F
- Seite 102 und 103: — 97 —steuerung war nach dem Pr
- Seite 104 und 105: — 99 —Länge von 4,92 m, ist im
- Seite 106 und 107: - 101 -11. Dresden Segelflugzeug 19
- Seite 108 und 109: — 103 —zu vermeiden. Das Rumpfv
- Seite 110 und 111: — 105 —500 ccm Douglas-Motor au
- Seite 112 und 113: — 107 —Gruppe 1. Flugzeuge, ges
- Seite 114 und 115: — 109 —verlegt. Durch die von P
- Seite 116 und 117: — 111 —angebracht, um auch bei
- Seite 118 und 119: — 113 —Unfälle von Flugzeugen
- Seite 120 und 121: 11FFig. 70Segelflugzeug von E. Frei
- Seite 122 und 123: — 117 —aber es ist ebenso verke
- Seite 124 und 125: — 119 —Werkstattzeichnungen sol
- Seite 126 und 127: — 121 —einsatz, ein Verlängeru
- Seite 128 und 129: ,— 123 —Tabelle 1.Haupteigensch
- Seite 130 und 131: — 125 —rerer für sich gedrehte
- Seite 132 und 133: — 127 —Für die Tragflächen- u
- Seite 134 und 135: -- 129 -Die einzelnen Bauteile rich
- Seite 136 und 137: — 131 —Einen Satz Stecheisen od
- Seite 138 und 139: — 133 —mit Leinenband oder Lein
- Seite 140 und 141: — 135 —Lötstelle leichtflüssi
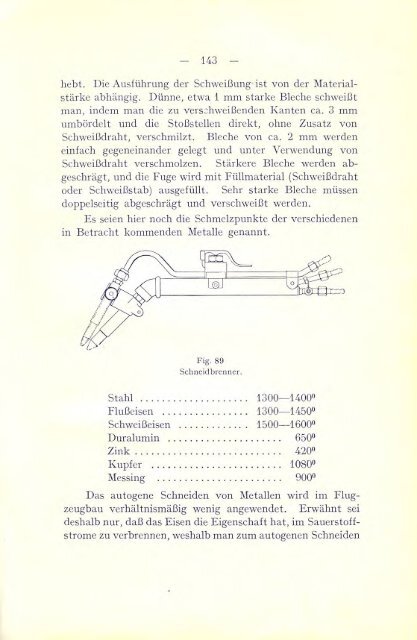
- Seite 142 und 143: — 137 —eine äußerst ruhige un
- Seite 144 und 145: — 139 —Das Azetylengas wird im
- Seite 146 und 147: — 141 —nicht verhindern würde.
- Seite 150 und 151: — 145 --mit Hilfe der gebogenen T
- Seite 152 und 153: - 147 --Festlegen der Gesamtlänge
- Seite 154 und 155: — 149 --man die Litzen 1, 3 und 5
- Seite 156 und 157: — 151 —drähte umschlungen, und
- Seite 158 und 159: — 153 --und desto leichter wird b
- Seite 160 und 161: — 155 —sind und nur an der Vord
- Seite 162 und 163: — 157 --Profilhöhe und diese wie
- Seite 164 und 165: — 159 --äußerster Genauigkeit n
- Seite 166 und 167: — 161 —T-Trägers ist bedeutend
- Seite 168 und 169: — 163 —Sperrholzspieren unterei
- Seite 170 und 171: — 165 —Der gefährlichste Quers
- Seite 172 und 173: — 167 —Bei Doppeldeckern oder v
- Seite 174 und 175: — 169 —Fig. 127Verstellbarer St
- Seite 176 und 177: 171 —abweichend ist. Mit zunehmen
- Seite 178 und 179: — 173 —fachen Aufbau besitzt de
- Seite 180 und 181: — 175 —zu beiden Seiten des Hol
- Seite 182 und 183: — 177 —und vor allen Dingen wir
- Seite 184 und 185: — 179 —vertikalen Schneide und
- Seite 186 und 187: — 181 - -Spanten, speziell diejen
- Seite 188 und 189: — 183 —die Holme und Spanten mi
- Seite 190 und 191: — 185 —Bauart hat gegenüber de
- Seite 192 und 193: — 187 —Boden, und das erhöhte
- Seite 194 und 195: — 189 —Duraluminblechverkleidun
- Seite 196 und 197: — 191 —werden. Bei diesem Verfa
- Seite 198 und 199:
— 193 —fertige Ring seitlich au
- Seite 200 und 201:
— 195 —ausbilden. Günstiger al
- Seite 202 und 203:
— 197 —Ein positiver Ausschlag
- Seite 204 und 205:
— 199 —Holm nach der Zeichnung
- Seite 206 und 207:
— 201 —durch Hilfsfedern verst
- Seite 208 und 209:
— 203 —in der Luftströmung ohn
- Seite 210 und 211:
— 205 —Die Betätigung der vers
- Seite 212 und 213:
MgennegeXat>V. Start, Flug und Land
- Seite 214 und 215:
— 209 —naturgemäß leicht. Nic
- Seite 216 und 217:
— 211 —Die von den Brüdern Wri
- Seite 218 und 219:
- 213 - -Fig. 174Fehlstart.Die Star
- Seite 220 und 221:
— 215 --Der Führer drehte sich e
- Seite 222 und 223:
— 217 —Zweckmäßig wird man zu
- Seite 224 und 225:
— 219 —Gewichtes und einer Abst
- Seite 226 und 227:
— 221 --seil nach seinem Ermessen
- Seite 228 und 229:
x„eKeKINA Kek>h,VI. Überblick un
- Seite 230 und 231:
— 225 —Nur bei Beachtung aller
- Seite 232 und 233:
enuullffilliwwwwIlmomilliwIlmIllill
- Seite 234 und 235:
Verlagsbuchhandlung Richard Carl Sc
- Seite 236 und 237:
E1111111111111111111111111111111111