Ökobilanz Mohndruck - und Umweltmanagement
Ökobilanz Mohndruck - und Umweltmanagement
Ökobilanz Mohndruck - und Umweltmanagement

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
112 Mario Schmidt<br />
Dann wird der Harz <strong>und</strong> das Paraffin dazudosiert. Im Langsieb wird ein Holzschliffband<br />
mit 33 % TS hergestellt. Das überflüssige Siebwasser fließt zurück<br />
<strong>und</strong> wird im Rücklaufmischer <strong>und</strong> in der Mahlanlage eingesetzt. Beim Plattenschneider<br />
fallen die Schneideabfälle an. In der Hochdruckpresse werden die<br />
Platten vollständig entwässert, <strong>und</strong> es entweicht der restliche Wasserdampf.<br />
Das System ist damit vollständig bestimmt. Es enthält praktisch 3 verschachtelte<br />
Recyclingloops: vom Plattenschneider zum Rücklaufmischer, vom Langsieb<br />
zum Rücklaufmischer <strong>und</strong> vom Langsieb zur Mahlanlage. Gefragt ist der Bedarf<br />
an Frischwasser <strong>und</strong> Hackschnitzel sowie die Aufteilung des Siebwassers auf die<br />
Mahlanlage <strong>und</strong> den Rücklaufmischer. Ist das System bestimmt, stehen in Umberto<br />
allerdings auch alle anderen Stoffströme <strong>und</strong> die Einzelbilanzen der Prozeßschritte<br />
zur Verfügung (siehe Abb. 11).<br />
Das System wurde modelliert, indem die Trockensubstanz <strong>und</strong> der Wassergehalt<br />
der Zwischenprodukte getrennt als Rechengrößen (bzw. „Materialien“) geführt<br />
wurden. Schwierig ist die Angabe der Hilfsstoffe Harz <strong>und</strong> Paraffin, da sie<br />
sich nicht allein auf den Prozeß der Zudosierung beziehen, sondern auf den Output<br />
des Gesamtprozesses. Hier hilft eine kurze Handrechnung, <strong>und</strong> die Harz- <strong>und</strong><br />
Paraffinmengen werden auf 5350 kg TS im Mischer bezogen.<br />
Das Programm kann allerdings nicht mit der Rechnung beginnen, wenn (ganz<br />
unten) der Output von 5 t/h angegeben wird. Für das upstream-Rechnen ab dem<br />
Output fehlen dem Modell Rechengrößen in der Transition zur Hochdruckpresse<br />
(z. B. der Wassergehalt). Hier kann mit dem Trick, wie er in den Kap. 3.1 <strong>und</strong> 3.3<br />
beschrieben wurde, geholfen werden: Es wird zwischen Rücklaufmischer <strong>und</strong><br />
Langsieb ein Stoffstrom manuell vorgegeben. Das System kann dann alle Größen<br />
im Netz bestimmen. Da in diesem Fall alle Stoffströme voneinander linear abhängig<br />
sind, können alle Ströme auf 5 t/h Output hochskaliert werden, was mit<br />
dem Programm Umberto bei der Auswertung der Ergebnisse problemlos geht. In<br />
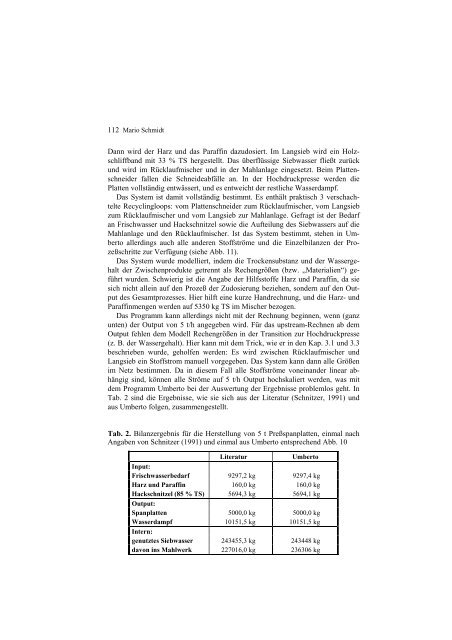
Tab. 2 sind die Ergebnisse, wie sie sich aus der Literatur (Schnitzer, 1991) <strong>und</strong><br />
aus Umberto folgen, zusammengestellt.<br />
Tab. 2. Bilanzergebnis für die Herstellung von 5 t Preßspanplatten, einmal nach<br />
Angaben von Schnitzer (1991) <strong>und</strong> einmal aus Umberto entsprechend Abb. 10<br />
Literatur Umberto<br />
Input:<br />
Frischwasserbedarf 9297,2 kg 9297,4 kg<br />
Harz <strong>und</strong> Paraffin 160,0 kg 160,0 kg<br />
Hackschnitzel (85 % TS)<br />
Output:<br />
5694,3 kg 5694,1 kg<br />
Spanplatten 5000,0 kg 5000,0 kg<br />
Wasserdampf<br />
Intern:<br />
10151,5 kg 10151,5 kg<br />
genutztes Siebwasser 243455,3 kg 243448 kg<br />
davon ins Mahlwerk 227016,0 kg 236306 kg