

The Gougeon Brothers on Boat Construction - WEST SYSTEM Epoxy
The Gougeon Brothers on Boat Construction - WEST SYSTEM Epoxy
The Gougeon Brothers on Boat Construction - WEST SYSTEM Epoxy

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
98 Core <strong>Boat</strong>building Techniques<br />
In sandwich c<strong>on</strong>structi<strong>on</strong>, fiber reinforced<br />
resin serves as the structural skin of a<br />
part. Separating two structural skins<br />
with a core material will improve the<br />
composite’s stiffness and reduce<br />
weight, much like the web of an I-beam<br />
separates the flanges. Cores can be of<br />
plywood, end-grain balsa, foam or<br />
h<strong>on</strong>eycomb. Normally, the core is<br />
much lighter than the skin material.<br />
Like most materials, different cores<br />
have advantages and disadvantages.<br />
Loads tend to c<strong>on</strong>centrate at the load<br />
bearing skin/core interface, so lowstrength<br />
cores are pr<strong>on</strong>e to shear<br />
failure. Cores are low in density and tend to insulate the laminate.<br />
This can be detrimental as heat c<strong>on</strong>centrates <strong>on</strong> the skin, softening<br />
the resin or causing adhesi<strong>on</strong> problems between the skin and core.<br />
To facilitate assembly around curved surfaces, cores are often gridscored.<br />
As the core passes around curves, the grid score opens. If<br />
not filled, the open score may act as a c<strong>on</strong>duit for moisture passage.<br />
Figure 11-11 Core types for sandwich c<strong>on</strong>structi<strong>on</strong>.<br />
epoxy will exotherm easier in a laminati<strong>on</strong> with foam<br />
than with other materials especially in a heavy applicati<strong>on</strong><br />
or very thick glue line.<br />
Interlaminate applicati<strong>on</strong> rates of <strong>WEST</strong> <strong>SYSTEM</strong> epoxy<br />
vary a great deal. Tests <strong>on</strong> samples of wood hull laminate<br />
show an average rate of 12.8 square feet per pound<br />
(2.7kg/m2 ) of epoxy per glue line. <str<strong>on</strong>g>The</str<strong>on</strong>g> applicati<strong>on</strong> rate<br />
of a medium-density mixture of epoxy and filler,<br />
applied with a notched plastic spreader to b<strong>on</strong>d core<br />
materials to plywood skins, is about 18 square feet per<br />
pound (3.7kg/m2 ) of epoxy. A rate of approximately 28<br />
square feet per pound (5.7kg/m2 ) can be expected for<br />
mixtures applied over coated surfaces. Factors determining<br />
these rates include surface c<strong>on</strong>diti<strong>on</strong> of the<br />
substrate, pot life of the epoxy, ambient temperature,<br />
work habits, size of the job, and quality of clamping<br />
pressure.<br />
B<strong>on</strong>ding Core Materials<br />
Different core materials require slightly different b<strong>on</strong>ding<br />
techniques. End-grain wood and foam absorb epoxy at<br />
unusually high rates, and allowances must be made for<br />
this in order to guarantee good joint strength. <str<strong>on</strong>g>The</str<strong>on</strong>g><br />
cells of resin-impregnated paper h<strong>on</strong>eycomb b<strong>on</strong>d<br />
to wood in a very atypical pattern of small fillets.<br />
Normal laminating procedures are sufficient, however,<br />
when your core material is low-density wood in flat<br />
grain dimensi<strong>on</strong>.<br />
Large quantities of <strong>WEST</strong> <strong>SYSTEM</strong> epoxy will penetrate<br />
end-grain wood. When too much epoxy is absorbed<br />
by a wood core, there will not be enough adhesive for<br />
a str<strong>on</strong>g b<strong>on</strong>d with a skin, and the joint will be epoxystarved.<br />
To solve this problem, we recommend a twostep<br />
applicati<strong>on</strong> procedure. First, use a foam roller to<br />
apply unthickened epoxy to the surfaces to be b<strong>on</strong>ded.<br />
Your coating should be adequate but not overabundant.<br />
Next, apply a mixture of epoxy and filler, in thick syrup<br />
c<strong>on</strong>sistency, to the core. Use enough of the mixture to<br />
fill any voids between the core and the surrounding<br />
skins.<br />
This adhesive mixture may be too thick to apply evenly<br />
with a foam roller, so use a notched spreader like the<br />
<strong>WEST</strong> <strong>SYSTEM</strong> 809 Notched Spreader shown in Figure<br />
11-12 to apply even, c<strong>on</strong>trolled amounts of the thicker<br />
adhesive, especially over large areas. You may also<br />
modify an 808 Plastic Spreader by using a chisel, knife<br />
or bandsaw to cut notches in the edge. Experiment to<br />
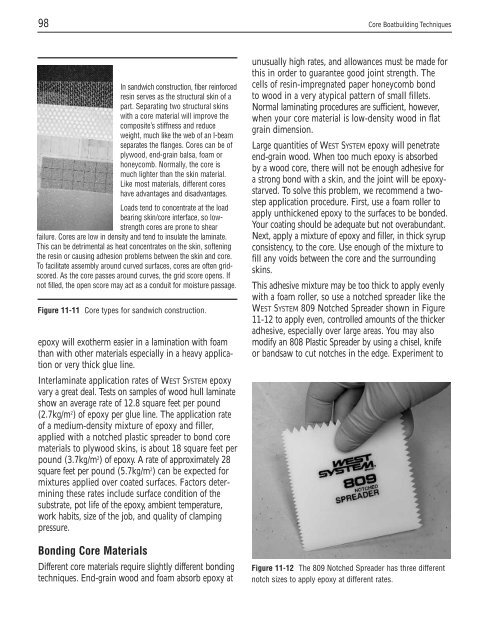
Figure 11-12 <str<strong>on</strong>g>The</str<strong>on</strong>g> 809 Notched Spreader has three different<br />
notch sizes to apply epoxy at different rates.













