

The Gougeon Brothers on Boat Construction - WEST SYSTEM Epoxy
The Gougeon Brothers on Boat Construction - WEST SYSTEM Epoxy
The Gougeon Brothers on Boat Construction - WEST SYSTEM Epoxy

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
250 Hull C<strong>on</strong>structi<strong>on</strong> Methods<br />
plank methods, you notch them into all of the frames<br />
and bulkheads so that they are flush with the outer<br />
edges of these parts. Stringers are also let into the back<br />
of the stem, with their outer edges flush with the faired<br />
stem surface. Layers of hull skin are b<strong>on</strong>ded to all of<br />
these parts and help to join them.<br />
Stringers for Stringer-Frame C<strong>on</strong>structi<strong>on</strong><br />
Stringers, like frames, serve two functi<strong>on</strong>s. <str<strong>on</strong>g>The</str<strong>on</strong>g>y, too,<br />
form a reas<strong>on</strong>ably substantial mold shape as the hull is<br />
built and support it when it is finished. It’s difficult to<br />
temporarily reinforce stringers for laminating, so mold<br />
requirements supersede the requirements of the<br />
completed hull. Chances are that you will end up using<br />
more stringers than the structure actually needs in order<br />
to have a decent mold. Stringers may, however, be<br />
planed to smaller size after the hull skin has been<br />
laminated.<br />
<str<strong>on</strong>g>The</str<strong>on</strong>g> main requirement of a stringer is that it not bend<br />
or deflect as veneer or plywood is bent around it during<br />
laminating. To minimize distorti<strong>on</strong>, we always set<br />
stringers <strong>on</strong> edge, with the smaller dimensi<strong>on</strong>, or thickness,<br />
touching the skin, while the larger dimensi<strong>on</strong>, or<br />
depth, extends inward. A typical stringer for a 40'<br />
(12.2m) boat is 11 ⁄2" (38mm) deep and 3 ⁄4" (18mm)<br />
thick. We attach the 3 ⁄4" side to the skin and run the 11 ⁄2"<br />
side towards the interior. This makes a T-secti<strong>on</strong>, which<br />
gives the completed hull great stiffness and strength. If<br />
the stringer was attached to the skin by its 11 ⁄2" side, it<br />
would provide <strong>on</strong>ly about <strong>on</strong>e third of the stiffness it<br />
offers in the 3 ⁄4" dimensi<strong>on</strong>, and it would probably deform<br />
during laminating. This might lead to an unfair hull.<br />
Since you will be stapling veneer and plywood to the<br />
edge of the stringer, it must be thick enough to permit<br />
stapling without a lot of misses. Although it’s easy for a<br />
staple to miss even a thick stringer and missed staples<br />
can be removed before the next layer is applied, 3 ⁄4"<br />
(18mm) is a practical stringer thickness for stapling. We<br />
regularly, however, go down to 5 ⁄8" (15mm) with little<br />
difficulty. Thinner stringers can be used, but may<br />
require very time-c<strong>on</strong>suming and exact measuring to<br />
avoid misses.<br />
Another c<strong>on</strong>siderati<strong>on</strong> determining stringer size is the<br />
ability of the stringer to bend around the most severe<br />
curves in the hull shape. In certain situati<strong>on</strong>s, it may be<br />
necessary to laminate stringers out of two or three pieces<br />
to negotiate a curve. If so, use the set-up as a temporary<br />
form <strong>on</strong> which to clamp and form the laminate until<br />
the adhesive cures. <str<strong>on</strong>g>The</str<strong>on</strong>g>n remove the laminated stringer<br />
from the set-up and prefinish it prior to reinstalling it<br />
into the set-up. <str<strong>on</strong>g>The</str<strong>on</strong>g> laminated stringer has the big<br />
advantage in that it is sure to be very stiff and will resist<br />
deflecti<strong>on</strong> during the veneer laminating process.<br />
Because of the variables involved, it is difficult to give<br />
advice as to stringer size adequate to resist deflecti<strong>on</strong><br />
during laminating. Usually you can determine this for<br />
yourself by creating a mock-up situati<strong>on</strong> where you set<br />
a given size stringer between two points that would<br />
approximate the frame spacing. By bending some of<br />
your laminate stock over this stringer, you can get a<br />
general idea as to whether or not it will be adequate. As<br />
a general guideline, a 11 ⁄2" � 3 ⁄4" (38mm � 18mm)<br />
stringer is adequate for most laminating situati<strong>on</strong>s<br />
when used <strong>on</strong> frame spacings up to 24" (600mm).<br />
<str<strong>on</strong>g>The</str<strong>on</strong>g> next decisi<strong>on</strong> is the spacing of the stringer al<strong>on</strong>g<br />
the frames. Initially it isn’t a questi<strong>on</strong> of how many<br />
stringers are needed in the completed hull, but of the<br />
minimum number of stringers necessary for proper<br />
laminating to take place. Once again, the needs of the<br />
hull structure and those of the mold are different.<br />
<str<strong>on</strong>g>The</str<strong>on</strong>g> main factor that determines stringer spacing is the<br />
shape of the hull itself. In areas with more curve, tighter<br />
spacing of stringers may be needed to define the hull<br />
shape properly, while flatter areas can rely <strong>on</strong> fewer<br />
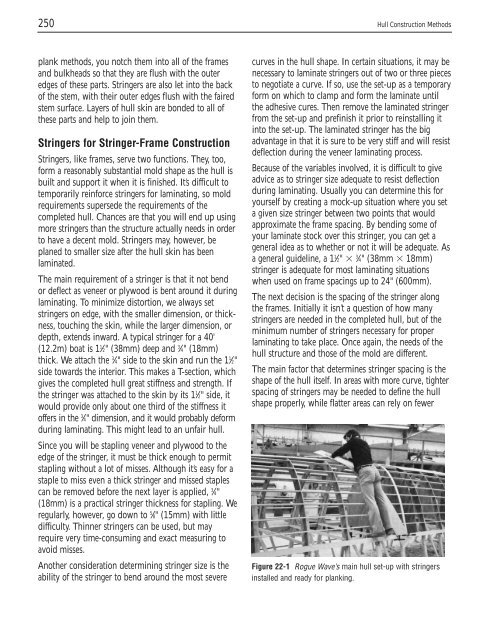
Figure 22-1 Rogue Wave’s main hull set-up with stringers<br />
installed and ready for planking.













