

The Gougeon Brothers on Boat Construction - WEST SYSTEM Epoxy
The Gougeon Brothers on Boat Construction - WEST SYSTEM Epoxy
The Gougeon Brothers on Boat Construction - WEST SYSTEM Epoxy

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
100 Core <strong>Boat</strong>building Techniques<br />
of wood near the edge of a bench, roughly 10" apart,<br />
and support <strong>on</strong>e test sample <strong>on</strong> them. Using a clamp in<br />
the middle of your sample, slowly deflect<br />
the wood toward the bench until it breaks. Study the<br />
relati<strong>on</strong>ships between the various comp<strong>on</strong>ents to determine<br />
where the sample failed and how. Take your<br />
sec<strong>on</strong>d sample, put it in a vise, and hit it with a large<br />
hammer. This will give you some idea of how well<br />
your sample will withstand shock loads.<br />
Forming and Clamping Cored Laminates<br />
Cored laminates are easy to make if their surfaces are<br />
flat, a bit more difficult if slightly curved, and very<br />
difficult if curved in more than <strong>on</strong>e plane.<br />
To manufacture flat parts such as bulkheads, partiti<strong>on</strong>s,<br />
doors, counter tops, bunk bottoms, and floors, look for<br />
a flat area which is at least as large as the part to be<br />
laminated. This can be the floor or a bench. If you are<br />
planning many flat laminates, it is worth building a<br />
special form. Your work area must be perfectly even<br />
with no twists or warps.<br />
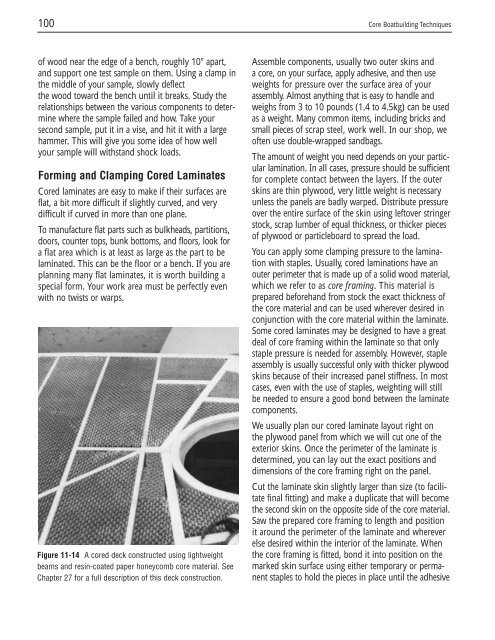
Figure 11-14 A cored deck c<strong>on</strong>structed using lightweight<br />
beams and resin-coated paper h<strong>on</strong>eycomb core material. See<br />
Chapter 27 for a full descripti<strong>on</strong> of this deck c<strong>on</strong>structi<strong>on</strong>.<br />
Assemble comp<strong>on</strong>ents, usually two outer skins and<br />
a core, <strong>on</strong> your surface, apply adhesive, and then use<br />
weights for pressure over the surface area of your<br />
assembly. Almost anything that is easy to handle and<br />
weighs from 3 to 10 pounds (1.4 to 4.5kg) can be used<br />
as a weight. Many comm<strong>on</strong> items, including bricks and<br />
small pieces of scrap steel, work well. In our shop, we<br />
often use double-wrapped sandbags.<br />
<str<strong>on</strong>g>The</str<strong>on</strong>g> amount of weight you need depends <strong>on</strong> your particular<br />
laminati<strong>on</strong>. In all cases, pressure should be sufficient<br />
for complete c<strong>on</strong>tact between the layers. If the outer<br />
skins are thin plywood, very little weight is necessary<br />
unless the panels are badly warped. Distribute pressure<br />
over the entire surface of the skin using leftover stringer<br />
stock, scrap lumber of equal thickness, or thicker pieces<br />
of plywood or particleboard to spread the load.<br />
You can apply some clamping pressure to the laminati<strong>on</strong><br />
with staples. Usually, cored laminati<strong>on</strong>s have an<br />
outer perimeter that is made up of a solid wood material,<br />
which we refer to as core framing. This material is<br />
prepared beforehand from stock the exact thickness of<br />
the core material and can be used wherever desired in<br />
c<strong>on</strong>juncti<strong>on</strong> with the core material within the laminate.<br />
Some cored laminates may be designed to have a great<br />
deal of core framing within the laminate so that <strong>on</strong>ly<br />
staple pressure is needed for assembly. However, staple<br />
assembly is usually successful <strong>on</strong>ly with thicker plywood<br />
skins because of their increased panel stiffness. In most<br />
cases, even with the use of staples, weighting will still<br />
be needed to ensure a good b<strong>on</strong>d between the laminate<br />
comp<strong>on</strong>ents.<br />
We usually plan our cored laminate layout right <strong>on</strong><br />
the plywood panel from which we will cut <strong>on</strong>e of the<br />
exterior skins. Once the perimeter of the laminate is<br />
determined, you can lay out the exact positi<strong>on</strong>s and<br />
dimensi<strong>on</strong>s of the core framing right <strong>on</strong> the panel.<br />
Cut the laminate skin slightly larger than size (to facilitate<br />
final fitting) and make a duplicate that will become<br />
the sec<strong>on</strong>d skin <strong>on</strong> the opposite side of the core material.<br />
Saw the prepared core framing to length and positi<strong>on</strong><br />
it around the perimeter of the laminate and wherever<br />
else desired within the interior of the laminate. When<br />
the core framing is fitted, b<strong>on</strong>d it into positi<strong>on</strong> <strong>on</strong> the<br />
marked skin surface using either temporary or permanent<br />
staples to hold the pieces in place until the adhesive













