- Seite 1 und 2: Experimentelle und numerische Analy
- Seite 3 und 4: Ganz besonders möchte ich meinem E
- Seite 5 und 6: Kurzfassung / Abstract Vorteile num
- Seite 7 und 8: Inhalt IV 5.2 Überprüfen von Para
- Seite 9 und 10: Nomenklatur J N/mm J-Integral, Riss
- Seite 11 und 12: Nomenklatur pl ε& s -1 Rate der pl
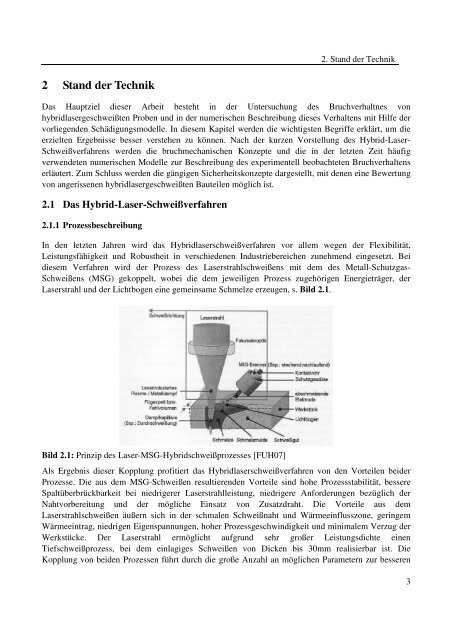
- Seite 13: 1 Einleitung 1. Einleitung Das Hybr
- Seite 17 und 18: Einbrandkerbe Erstarrungsriss ungen
- Seite 19 und 20: 2. Stand der Technik In den meisten
- Seite 21 und 22: ⎧ ∂ui ⎫ J = ∫ ⎨Wdy −Ti
- Seite 23 und 24: 2. Stand der Technik Dabei ist m=4
- Seite 25 und 26: 2. Stand der Technik mit dem Beschl
- Seite 27 und 28: Kontinuum Riss ursprüngliche Risss
- Seite 29 und 30: 2.3.2 Modellierung im Spaltbruch- u
- Seite 31 und 32: 2. Stand der Technik Wichtungsparam
- Seite 33 und 34: 2. Stand der Technik Schädigung in
- Seite 35 und 36: 2. Stand der Technik Detailgeometri
- Seite 37 und 38: 3. Aufgabenstellung • Die erste T
- Seite 39 und 40: 4 Experimentelle Datenbasis 4. Expe
- Seite 41 und 42: 4. Experimentelle Datenbasis PCM al
- Seite 43 und 44: 4. Experimentelle Datenbasis Mit gr
- Seite 45 und 46: 4. Experimentelle Datenbasis Im Ver
- Seite 47 und 48: 4. Experimentelle Datenbasis Der Gr
- Seite 49 und 50: 4. Experimentelle Datenbasis In der
- Seite 51 und 52: 4. Experimentelle Datenbasis Bild 4
- Seite 53 und 54: wahre Spannung [MPa] 1600 1400 1200
- Seite 55 und 56: 4. Experimentelle Datenbasis A GW u
- Seite 57 und 58: 4. Experimentelle Datenbasis 134 un
- Seite 59 und 60: Relativer Anteil [%] Relative Antei
- Seite 61 und 62: Relativer Anteil [%] Relativer Ante
- Seite 63 und 64: 4. Experimentelle Datenbasis Bis au
- Seite 65 und 66:
4. Experimentelle Datenbasis Schlie
- Seite 67 und 68:
Werkstoff EH36-15F EH36-20F RQT701-
- Seite 69 und 70:
Kerbschlagarbeit A v [J] 160 140 12
- Seite 71 und 72:
5 Modellierung des stabilen Risswac
- Seite 73 und 74:
5. Modellierung des stabilen Risswa
- Seite 75 und 76:
5. Modellierung des stabilen Risswa
- Seite 77 und 78:
5. Modellierung des stabilen Risswa
- Seite 79 und 80:
Axiale Dehnung E 3 0.30 0.25 0.20 0
- Seite 81 und 82:
5. Modellierung des stabilen Risswa
- Seite 83 und 84:
5. Modellierung des stabilen Risswa
- Seite 85 und 86:
5. Modellierung des stabilen Risswa
- Seite 87 und 88:
Kraft F [kN] 30 25 20 15 10 5 0 Exp
- Seite 89 und 90:
5. Modellierung des stabilen Risswa
- Seite 91 und 92:
5. Modellierung des stabilen Risswa
- Seite 93 und 94:
5. Modellierung des stabilen Risswa
- Seite 95 und 96:
Kraft F [kN] 10 9 8 7 6 5 4 3 2 1 0
- Seite 97 und 98:
5. Modellierung des stabilen Risswa
- Seite 99 und 100:
5. Modellierung des stabilen Risswa
- Seite 101 und 102:
5. Modellierung des stabilen Risswa
- Seite 103 und 104:
5. Modellierung des stabilen Risswa
- Seite 105 und 106:
5. Modellierung des stabilen Risswa
- Seite 107 und 108:
5. Modellierung des stabilen Risswa
- Seite 109 und 110:
5. Modellierung des stabilen Risswa
- Seite 111 und 112:
5. Modellierung des stabilen Risswa
- Seite 113 und 114:
5. Modellierung des stabilen Risswa
- Seite 115 und 116:
5. Modellierung des stabilen Risswa
- Seite 117 und 118:
5. Modellierung des stabilen Risswa
- Seite 119 und 120:
5. Modellierung des stabilen Risswa
- Seite 121 und 122:
5. Modellierung des stabilen Risswa
- Seite 123 und 124:
5. Modellierung des stabilen Risswa
- Seite 125 und 126:
pl plastische Vergleichsdehnung εv
- Seite 127 und 128:
5. Modellierung des stabilen Risswa
- Seite 129 und 130:
5. Modellierung des stabilen Risswa
- Seite 131 und 132:
5. Modellierung des stabilen Risswa
- Seite 133 und 134:
6. Analyse des Bruchverhaltens in d
- Seite 135 und 136:
6. Analyse des Bruchverhaltens in d
- Seite 137 und 138:
K Jmat [MPa*m 0.5 ] 300 250 200 150
- Seite 139 und 140:
6. Analyse des Bruchverhaltens in d
- Seite 141 und 142:
K Jmat [MPa*m 0.5 ] 300 250 200 150
- Seite 143 und 144:
θθ/σ0 bei rσσ0/J=2 σ θθ 4.0
- Seite 145 und 146:
K Jmat [MPa*m 0.5 ] 300 250 200 150
- Seite 147 und 148:
6. Analyse des Bruchverhaltens in d
- Seite 149 und 150:
6. Analyse des Bruchverhaltens in d
- Seite 151 und 152:
6. Analyse des Bruchverhaltens in d
- Seite 153 und 154:
6. Analyse des Bruchverhaltens in d
- Seite 155 und 156:
6. Analyse des Bruchverhaltens in d
- Seite 157 und 158:
h [-] 2.5 2.0 1.5 1.0 0.5 0.0 6. An
- Seite 159 und 160:
6. Analyse des Bruchverhaltens in d
- Seite 161 und 162:
f σσI [MPa] 3000 2500 2000 1500 1
- Seite 163 und 164:
f σσI [MPa] 4000 3500 3000 2500 2
- Seite 165 und 166:
y [mm] y [mm] y [mm] 7 6 5 4 3 2 1
- Seite 167 und 168:
6. Analyse des Bruchverhaltens in d
- Seite 169 und 170:
Weibullspannungsanteil Weibullspann
- Seite 171 und 172:
Versagenswahrscheinlichkeit P f [-]
- Seite 173 und 174:
Spannungsintensität K I [MPam 1/2
- Seite 175 und 176:
6. Analyse des Bruchverhaltens in d
- Seite 177 und 178:
6. Analyse des Bruchverhaltens in d
- Seite 179 und 180:
6. Analyse des Bruchverhaltens in d
- Seite 181 und 182:
Versagenswahrscheinlichkeit P f [-]
- Seite 183 und 184:
Versagenswahrscheinlichkeit P f [-]
- Seite 185 und 186:
6. Analyse des Bruchverhaltens in d
- Seite 187 und 188:
6. Analyse des Bruchverhaltens in d
- Seite 189 und 190:
6.5 Schlussfolgerungen 6. Analyse d
- Seite 191 und 192:
6. Analyse des Bruchverhaltens in d
- Seite 193 und 194:
7. Sicherheitsbewertung von hybridl
- Seite 195 und 196:
7. Sicherheitsbewertung von hybridl
- Seite 197 und 198:
7. Sicherheitsbewertung von hybridl
- Seite 199 und 200:
7. Sicherheitsbewertung von hybridl
- Seite 201 und 202:
T calc [°C] 20 0 -20 -40 -60 -80 -
- Seite 203 und 204:
7. Sicherheitsbewertung von hybridl
- Seite 205 und 206:
7. Sicherheitsbewertung von hybridl
- Seite 207 und 208:
7. Sicherheitsbewertung von hybridl
- Seite 209 und 210:
7. Sicherheitsbewertung von hybridl
- Seite 211 und 212:
J-Integral [N/mm] 450 400 350 300 2
- Seite 213 und 214:
7.5 Schlussfolgerungen 7. Sicherhei
- Seite 215 und 216:
8 Zusammenfassung und Ausblick 8.1
- Seite 217 und 218:
8. Zusammenfassung und Ausblick Nac
- Seite 219 und 220:
8. Zusammenfassung und Ausblick [RE
- Seite 221 und 222:
9. Literaturverzeichnis [BOU05] Bou
- Seite 223 und 224:
9. Literaturverzeichnis [HEU86] Heu
- Seite 225 und 226:
9. Literaturverzeichnis [NEE90] Nee
- Seite 227 und 228:
9. Literaturverzeichnis [SEE07] See
- Seite 229:
Persönliche Angaben Name: Aida Non