Dokument 1.pdf (35.736 KB) - RWTH Aachen University
Dokument 1.pdf (35.736 KB) - RWTH Aachen University
Dokument 1.pdf (35.736 KB) - RWTH Aachen University

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
4. Experimentelle Datenbasis<br />
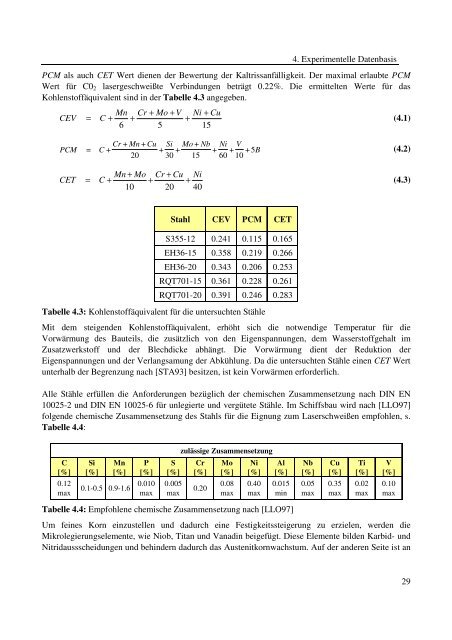
PCM als auch CET Wert dienen der Bewertung der Kaltrissanfälligkeit. Der maximal erlaubte PCM<br />
Wert für C02 lasergeschweißte Verbindungen beträgt 0.22%. Die ermittelten Werte für das<br />
Kohlenstoffäquivalent sind in der Tabelle 4.3 angegeben.<br />
CEV<br />
Mn Cr + Mo + V Ni + Cu<br />
= C + +<br />
+<br />
(4.1)<br />
6 5 15<br />
Cr + Mn + Cu Si Mo + Nb Ni V<br />
PCM = C +<br />
+ + + + + 5B<br />
(4.2)<br />
20 30 15 60 10<br />
Mn + Mo Cr + Cu Ni<br />
CET = C + + +<br />
(4.3)<br />
10 20 40<br />
Stahl CEV PCM CET<br />
S355-12 0.241 0.115 0.165<br />
EH36-15 0.358 0.219 0.266<br />
EH36-20 0.343 0.206 0.253<br />
RQT701-15 0.361 0.228 0.261<br />
RQT701-20 0.391 0.246 0.283<br />
Tabelle 4.3: Kohlenstoffäquivalent für die untersuchten Stähle<br />
Mit dem steigenden Kohlenstoffäquivalent, erhöht sich die notwendige Temperatur für die<br />
Vorwärmung des Bauteils, die zusätzlich von den Eigenspannungen, dem Wasserstoffgehalt im<br />
Zusatzwerkstoff und der Blechdicke abhängt. Die Vorwärmung dient der Reduktion der<br />
Eigenspannungen und der Verlangsamung der Abkühlung. Da die untersuchten Stähle einen CET Wert<br />
unterhalb der Begrenzung nach [STA93] besitzen, ist kein Vorwärmen erforderlich.<br />
Alle Stähle erfüllen die Anforderungen bezüglich der chemischen Zusammensetzung nach DIN EN<br />
10025-2 und DIN EN 10025-6 für unlegierte und vergütete Stähle. Im Schiffsbau wird nach [LLO97]<br />
folgende chemische Zusammensetzung des Stahls für die Eignung zum Laserschweißen empfohlen, s.<br />
Tabelle 4.4:<br />
C<br />
[%]<br />
0.12<br />
max<br />
Si<br />
[%]<br />
Mn<br />
[%]<br />
P<br />
[%]<br />
0.1-0.5 0.9-1.6 0.010<br />
max<br />
S<br />
[%]<br />
0.005<br />
max<br />
zulässige Zusammensetzung<br />
Cr<br />
[%]<br />
0.20<br />
Mo<br />
[%]<br />
0.08<br />
max<br />
Ni<br />
[%]<br />
0.40<br />
max<br />
Al<br />
[%]<br />
0.015<br />
min<br />
Tabelle 4.4: Empfohlene chemische Zusammensetzung nach [LLO97]<br />
Um feines Korn einzustellen und dadurch eine Festigkeitssteigerung zu erzielen, werden die<br />
Mikrolegierungselemente, wie Niob, Titan und Vanadin beigefügt. Diese Elemente bilden Karbid- und<br />
Nitridaussscheidungen und behindern dadurch das Austenitkornwachstum. Auf der anderen Seite ist an<br />
Nb<br />
[%]<br />
0.05<br />
max<br />
Cu<br />
[%]<br />
0.35<br />
max<br />
Ti<br />
[%]<br />
0.02<br />
max<br />
V<br />
[%]<br />
0.10<br />
max<br />
29