Dokument 1.pdf (35.736 KB) - RWTH Aachen University
Dokument 1.pdf (35.736 KB) - RWTH Aachen University
Dokument 1.pdf (35.736 KB) - RWTH Aachen University

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
7. Sicherheitsbewertung von hybridlasergeschweißten Bauteilen<br />
Wurzellage und der Grobkornzone (GKZ) zu finden sind. Die weichsten Phasen zwischen 220-320HV<br />
enthalten die Feinkornzone (FKZ) und der mittlere Teil des SG. Aufgrund der schnellen Abkühlung in<br />
der Decklage (Kehlnaht) während des Schweißvorganges entstehen die Werkstoffphasen niedriger<br />
Zähigkeit mit den Härtewerten zwischen 320-360HV. Sowohl für die Platte als auch für das Rohr wird<br />
der Werkstoff EH36-15 gewählt, der ferritisch-perlitisches Gefüge aufweist. Im SG der HLSV<br />
dominiert das bainitische Gefüge mit hohem Anteil an FSP, wobei größere Bereiche des<br />
martensitischen Gefüges in der Wurzellage und der GKZ mit Härtewerten >400HV vorzufinden sind.<br />
Im Fall, dass die HLSV einen größeren Defekt enthält oder dass sich der Ermüdungsriss ausgehend von<br />
dem Schweißnahtübergang in die GKZ ausbreitet, ist die Wahrscheinlichkeit eines<br />
Spaltbruchversagens insbesondere bei tiefen Einsatztemperaturen der Erdbewegungsmaschine<br />
aufgrund der vorliegenden Martensitanteile sehr hoch.<br />
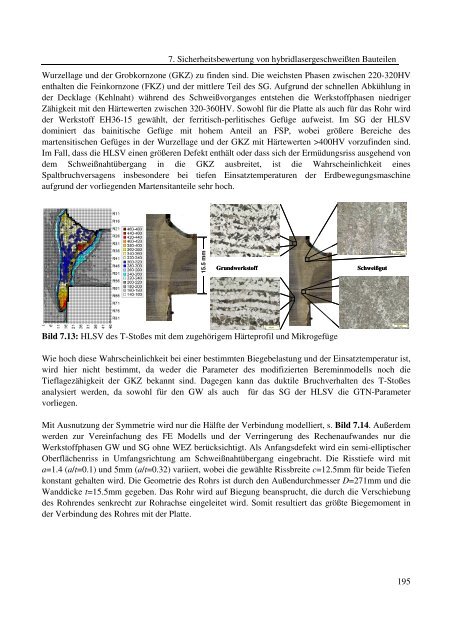
15.5 mm<br />
Grundwerkstoff Schweißgut<br />
Bild 7.13: HLSV des T-Stoßes mit dem zugehörigem Härteprofil und Mikrogefüge<br />
Wie hoch diese Wahrscheinlichkeit bei einer bestimmten Biegebelastung und der Einsatztemperatur ist,<br />
wird hier nicht bestimmt, da weder die Parameter des modifizierten Bereminmodells noch die<br />
Tieflagezähigkeit der GKZ bekannt sind. Dagegen kann das duktile Bruchverhalten des T-Stoßes<br />
analysiert werden, da sowohl für den GW als auch für das SG der HLSV die GTN-Parameter<br />
vorliegen.<br />
Mit Ausnutzung der Symmetrie wird nur die Hälfte der Verbindung modelliert, s. Bild 7.14. Außerdem<br />
werden zur Vereinfachung des FE Modells und der Verringerung des Rechenaufwandes nur die<br />
Werkstoffphasen GW und SG ohne WEZ berücksichtigt. Als Anfangsdefekt wird ein semi-elliptischer<br />
Oberflächenriss in Umfangsrichtung am Schweißnahtübergang eingebracht. Die Risstiefe wird mit<br />
a=1.4 (a/t=0.1) und 5mm (a/t=0.32) variiert, wobei die gewählte Rissbreite c=12.5mm für beide Tiefen<br />
konstant gehalten wird. Die Geometrie des Rohrs ist durch den Außendurchmesser D=271mm und die<br />
Wanddicke t=15.5mm gegeben. Das Rohr wird auf Biegung beansprucht, die durch die Verschiebung<br />
des Rohrendes senkrecht zur Rohrachse eingeleitet wird. Somit resultiert das größte Biegemoment in<br />
der Verbindung des Rohres mit der Platte.<br />
195