Dokument 1.pdf (35.736 KB) - RWTH Aachen University
Dokument 1.pdf (35.736 KB) - RWTH Aachen University
Dokument 1.pdf (35.736 KB) - RWTH Aachen University

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
5. Modellierung des stabilen Risswachstums<br />
Kraft F [kN]<br />
78<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
Exp.<br />
GTN-01<br />
GTN-03<br />
0.0 0.1 0.2 0.3 0.4 0.5 0.6<br />
Durchmesseränderung ∆D [mm]<br />
C<br />
B<br />
RQT701-20I, GW<br />
Kraft F [kN]<br />
35<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
Exp.<br />
GTN-01<br />
GTN-03<br />
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8<br />
Durchmesseränderung ∆D [mm]<br />
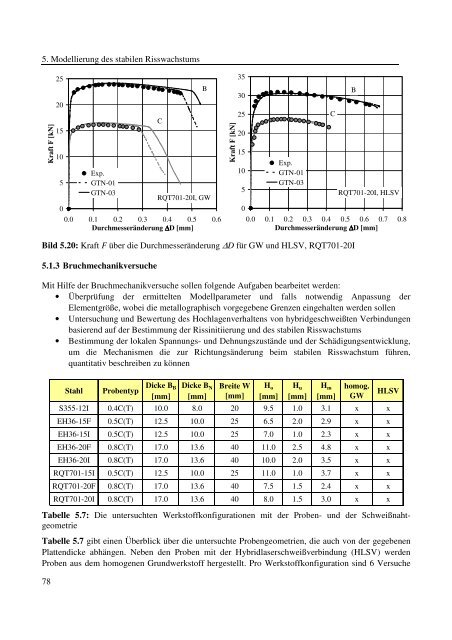
Bild 5.20: Kraft F über die Durchmesseränderung ∆D für GW und HLSV, RQT701-20I<br />
5.1.3 Bruchmechanikversuche<br />
C<br />
B<br />
RQT701-20I, HLSV<br />
Mit Hilfe der Bruchmechanikversuche sollen folgende Aufgaben bearbeitet werden:<br />
• Überprüfung der ermittelten Modellparameter und falls notwendig Anpassung der<br />
Elementgröße, wobei die metallographisch vorgegebene Grenzen eingehalten werden sollen<br />
• Untersuchung und Bewertung des Hochlagenverhaltens von hybridgeschweißten Verbindungen<br />
basierend auf der Bestimmung der Rissinitiierung und des stabilen Risswachstums<br />
• Bestimmung der lokalen Spannungs- und Dehnungszustände und der Schädigungsentwicklung,<br />
um die Mechanismen die zur Richtungsänderung beim stabilen Risswachstum führen,<br />
quantitativ beschreiben zu können<br />
Stahl Probentyp Dicke B B<br />
[mm]<br />
Dicke B N<br />
[mm]<br />
Breite W<br />
[mm]<br />
H o<br />
[mm]<br />
H u<br />
[mm]<br />
H m<br />
[mm]<br />
homog.<br />
GW<br />
S355-12I 0.4C(T) 10.0 8.0 20 9.5 1.0 3.1 x x<br />
EH36-15F 0.5C(T) 12.5 10.0 25 6.5 2.0 2.9 x x<br />
EH36-15I 0.5C(T) 12.5 10.0 25 7.0 1.0 2.3 x x<br />
EH36-20F 0.8C(T) 17.0 13.6 40 11.0 2.5 4.8 x x<br />
EH36-20I 0.8C(T) 17.0 13.6 40 10.0 2.0 3.5 x x<br />
RQT701-15I 0.5C(T) 12.5 10.0 25 11.0 1.0 3.7 x x<br />
RQT701-20F 0.8C(T) 17.0 13.6 40 7.5 1.5 2.4 x x<br />
RQT701-20I 0.8C(T) 17.0 13.6 40 8.0 1.5 3.0 x x<br />
HLSV<br />
Tabelle 5.7: Die untersuchten Werkstoffkonfigurationen mit der Proben- und der Schweißnahtgeometrie<br />
Tabelle 5.7 gibt einen Überblick über die untersuchte Probengeometrien, die auch von der gegebenen<br />
Plattendicke abhängen. Neben den Proben mit der Hybridlaserschweißverbindung (HLSV) werden<br />
Proben aus dem homogenen Grundwerkstoff hergestellt. Pro Werkstoffkonfiguration sind 6 Versuche