Dokument 1.pdf (35.736 KB) - RWTH Aachen University
Dokument 1.pdf (35.736 KB) - RWTH Aachen University
Dokument 1.pdf (35.736 KB) - RWTH Aachen University

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
4 Experimentelle Datenbasis<br />
4. Experimentelle Datenbasis<br />
In diesem Kapitel erfolgen die Untersuchungen der Mikrostruktur und die Bestimmung der<br />
mechanischen Eigenschaften von Hybridlaserschweißverbindungen von den Stählen in der<br />
Festigkeitsklasse zwischen 350 und 860MPa. Die erzielten Ergebnisse dienen als experimentelle<br />
Datenbasis für die numerischen Analysen des Gleit- und Spaltbruchverhaltens sowie für die<br />
abschließende Sicherheitsbewertung von hybridlasergeschweißten Komponenten.<br />
Im ersten Schritt werden anhand der lichtmikroskopischen Untersuchungen die einzelnen<br />
Gefügebestandteile der Hybridlaserschweißverbindung analysiert, um die ersten Hinweise über die<br />
Zähigkeitseigenschaften zu erhalten. Wie stark die Gefügeheterogenität innerhalb der einzelnen Zonen<br />
der Schweißverbindung ausgeprägt ist, kann mittels der Härtemessungen an den Makroschliffen<br />
veranschaulicht werden. Die Festigkeitseigenschaften mit den Fließkurven des Grundwerkstoffs und<br />
des Schweißguts ergeben sich aus den Zugversuchen an den Rundzugproben. Die für die Modellierung<br />
des Gleitbruchs erforderlichen Schädigungsparameter können aus den metallographischen Daten,<br />
abgeschätzt werden. Die Daten beinhalten die Angaben über die Flächenanteile der Einschlüsse, der<br />
Karbide und den Kleinstabstand zwischen den benachbarten Partikeln. Die experimentelle Datenbasis<br />
wird mit der Durchführung von Kerbschlagbiegeversuchen zur Ermittlung von Zähigkeitseigenschaften<br />
der HLSV abgeschlossen.<br />
4.1 Untersuchte Hybrid-Laser-Schweißverbindungen<br />
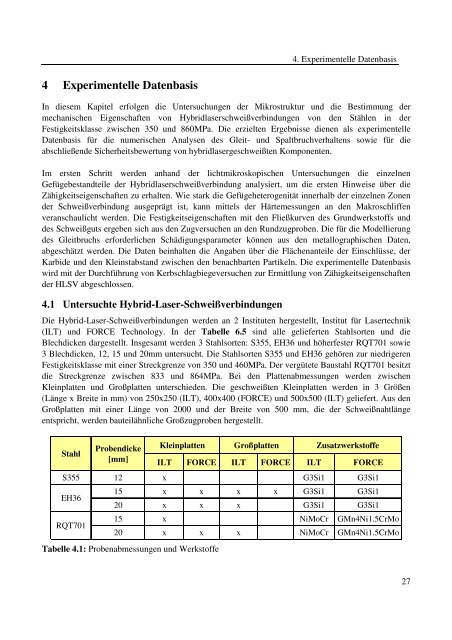
Die Hybrid-Laser-Schweißverbindungen werden an 2 Instituten hergestellt, Institut für Lasertechnik<br />
(ILT) und FORCE Technology. In der Tabelle 6.5 sind alle gelieferten Stahlsorten und die<br />
Blechdicken dargestellt. Insgesamt werden 3 Stahlsorten: S355, EH36 und höherfester RQT701 sowie<br />
3 Blechdicken, 12, 15 und 20mm untersucht. Die Stahlsorten S355 und EH36 gehören zur niedrigeren<br />
Festigkeitsklasse mit einer Streckgrenze von 350 und 460MPa. Der vergütete Baustahl RQT701 besitzt<br />
die Streckgrenze zwischen 833 und 864MPa. Bei den Plattenabmessungen werden zwischen<br />
Kleinplatten und Großplatten unterschieden. Die geschweißten Kleinplatten werden in 3 Größen<br />
(Länge x Breite in mm) von 250x250 (ILT), 400x400 (FORCE) und 500x500 (ILT) geliefert. Aus den<br />
Großplatten mit einer Länge von 2000 und der Breite von 500 mm, die der Schweißnahtlänge<br />
entspricht, werden bauteilähnliche Großzugproben hergestellt.<br />
Stahl<br />
ILT FORCE ILT FORCE ILT FORCE<br />
S355 12 x G3Si1 G3Si1<br />
EH36<br />
RQT701<br />
Probendicke<br />
[mm]<br />
Kleinplatten<br />
Großplatten Zusatzwerkstoffe<br />
15 x x x x G3Si1 G3Si1<br />
20 x x x G3Si1 G3Si1<br />
15 x NiMoCr GMn4Ni1.5CrMo<br />
20 x x x NiMoCr GMn4Ni1.5CrMo<br />
Tabelle 4.1: Probenabmessungen und Werkstoffe<br />
27