Dokument 1.pdf (35.736 KB) - RWTH Aachen University
Dokument 1.pdf (35.736 KB) - RWTH Aachen University
Dokument 1.pdf (35.736 KB) - RWTH Aachen University

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
5. Modellierung des stabilen Risswachstums<br />
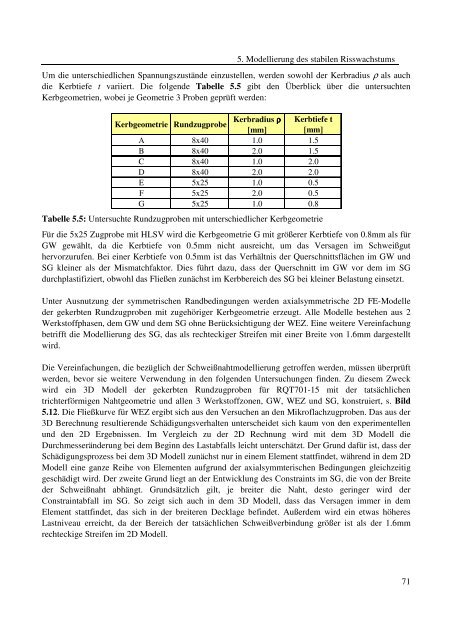
Um die unterschiedlichen Spannungszustände einzustellen, werden sowohl der Kerbradius ρ als auch<br />
die Kerbtiefe t variiert. Die folgende Tabelle 5.5 gibt den Überblick über die untersuchten<br />
Kerbgeometrien, wobei je Geometrie 3 Proben geprüft werden:<br />
Kerbgeometrie Rundzugprobe<br />
Kerbradius ρ<br />
A 8x40 1.0 1.5<br />
B 8x40 2.0 1.5<br />
C 8x40 1.0 2.0<br />
D 8x40 2.0 2.0<br />
E 5x25 1.0 0.5<br />
F 5x25 2.0 0.5<br />
G 5x25 1.0 0.8<br />
ρ<br />
[mm]<br />
Kerbtiefe t<br />
[mm]<br />
Tabelle 5.5: Untersuchte Rundzugproben mit unterschiedlicher Kerbgeometrie<br />
Für die 5x25 Zugprobe mit HLSV wird die Kerbgeometrie G mit größerer Kerbtiefe von 0.8mm als für<br />
GW gewählt, da die Kerbtiefe von 0.5mm nicht ausreicht, um das Versagen im Schweißgut<br />
hervorzurufen. Bei einer Kerbtiefe von 0.5mm ist das Verhältnis der Querschnittsflächen im GW und<br />
SG kleiner als der Mismatchfaktor. Dies führt dazu, dass der Querschnitt im GW vor dem im SG<br />
durchplastifiziert, obwohl das Fließen zunächst im Kerbbereich des SG bei kleiner Belastung einsetzt.<br />
Unter Ausnutzung der symmetrischen Randbedingungen werden axialsymmetrische 2D FE-Modelle<br />
der gekerbten Rundzugproben mit zugehöriger Kerbgeometrie erzeugt. Alle Modelle bestehen aus 2<br />
Werkstoffphasen, dem GW und dem SG ohne Berücksichtigung der WEZ. Eine weitere Vereinfachung<br />
betrifft die Modellierung des SG, das als rechteckiger Streifen mit einer Breite von 1.6mm dargestellt<br />
wird.<br />
Die Vereinfachungen, die bezüglich der Schweißnahtmodellierung getroffen werden, müssen überprüft<br />
werden, bevor sie weitere Verwendung in den folgenden Untersuchungen finden. Zu diesem Zweck<br />
wird ein 3D Modell der gekerbten Rundzugproben für RQT701-15 mit der tatsächlichen<br />
trichterförmigen Nahtgeometrie und allen 3 Werkstoffzonen, GW, WEZ und SG, konstruiert, s. Bild<br />
5.12. Die Fließkurve für WEZ ergibt sich aus den Versuchen an den Mikroflachzugproben. Das aus der<br />
3D Berechnung resultierende Schädigungsverhalten unterscheidet sich kaum von den experimentellen<br />
und den 2D Ergebnissen. Im Vergleich zu der 2D Rechnung wird mit dem 3D Modell die<br />
Durchmesseränderung bei dem Beginn des Lastabfalls leicht unterschätzt. Der Grund dafür ist, dass der<br />
Schädigungsprozess bei dem 3D Modell zunächst nur in einem Element stattfindet, während in dem 2D<br />
Modell eine ganze Reihe von Elementen aufgrund der axialsymmterischen Bedingungen gleichzeitig<br />
geschädigt wird. Der zweite Grund liegt an der Entwicklung des Constraints im SG, die von der Breite<br />
der Schweißnaht abhängt. Grundsätzlich gilt, je breiter die Naht, desto geringer wird der<br />
Constraintabfall im SG. So zeigt sich auch in dem 3D Modell, dass das Versagen immer in dem<br />
Element stattfindet, das sich in der breiteren Decklage befindet. Außerdem wird ein etwas höheres<br />
Lastniveau erreicht, da der Bereich der tatsächlichen Schweißverbindung größer ist als der 1.6mm<br />
rechteckige Streifen im 2D Modell.<br />
71