Dokument 1.pdf (35.736 KB) - RWTH Aachen University
Dokument 1.pdf (35.736 KB) - RWTH Aachen University
Dokument 1.pdf (35.736 KB) - RWTH Aachen University

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
4. Experimentelle Datenbasis<br />
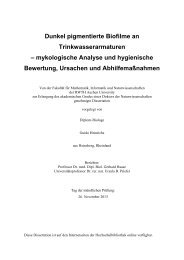
Bild 4.13: Makroaufnahme und Härteverteilung in der Schweißverbindung: RQT701-15I<br />
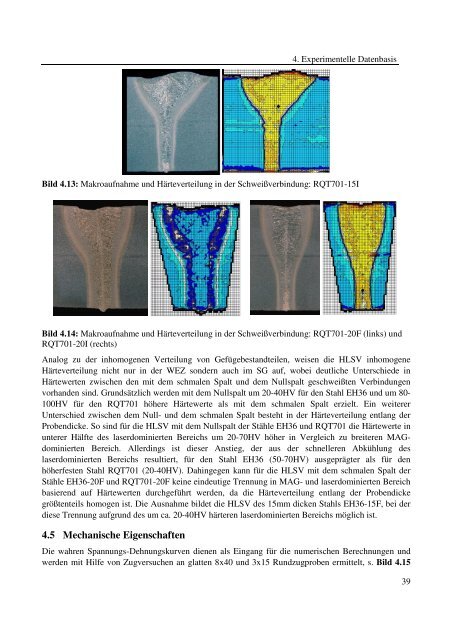
Bild 4.14: Makroaufnahme und Härteverteilung in der Schweißverbindung: RQT701-20F (links) und<br />
RQT701-20I (rechts)<br />
Analog zu der inhomogenen Verteilung von Gefügebestandteilen, weisen die HLSV inhomogene<br />
Härteverteilung nicht nur in der WEZ sondern auch im SG auf, wobei deutliche Unterschiede in<br />
Härtewerten zwischen den mit dem schmalen Spalt und dem Nullspalt geschweißten Verbindungen<br />
vorhanden sind. Grundsätzlich werden mit dem Nullspalt um 20-40HV für den Stahl EH36 und um 80-<br />
100HV für den RQT701 höhere Härtewerte als mit dem schmalen Spalt erzielt. Ein weiterer<br />
Unterschied zwischen dem Null- und dem schmalen Spalt besteht in der Härteverteilung entlang der<br />
Probendicke. So sind für die HLSV mit dem Nullspalt der Stähle EH36 und RQT701 die Härtewerte in<br />
unterer Hälfte des laserdominierten Bereichs um 20-70HV höher in Vergleich zu breiteren MAGdominierten<br />
Bereich. Allerdings ist dieser Anstieg, der aus der schnelleren Abkühlung des<br />
laserdominierten Bereichs resultiert, für den Stahl EH36 (50-70HV) ausgeprägter als für den<br />
höherfesten Stahl RQT701 (20-40HV). Dahingegen kann für die HLSV mit dem schmalen Spalt der<br />
Stähle EH36-20F und RQT701-20F keine eindeutige Trennung in MAG- und laserdominierten Bereich<br />
basierend auf Härtewerten durchgeführt werden, da die Härteverteilung entlang der Probendicke<br />
größtenteils homogen ist. Die Ausnahme bildet die HLSV des 15mm dicken Stahls EH36-15F, bei der<br />
diese Trennung aufgrund des um ca. 20-40HV härteren laserdominierten Bereichs möglich ist.<br />
4.5 Mechanische Eigenschaften<br />
Die wahren Spannungs-Dehnungskurven dienen als Eingang für die numerischen Berechnungen und<br />
werden mit Hilfe von Zugversuchen an glatten 8x40 und 3x15 Rundzugproben ermittelt, s. Bild 4.15<br />
39