- Page 1 and 2:
MATERIALS SCIENCE AND ENGINEERING A
- Page 3 and 4:
explanação dos tipos de materiais
- Page 5 and 6:
MATERIAIS SCIENCE AND ENGINEERING:
- Page 7 and 8:
Assim o modelo de Bohr representa u
- Page 9 and 10:
Naturalmente, nem todos os estados
- Page 11 and 12:
os mesmos. Em grandes distâncias a
- Page 13 and 14:
função da distância interatômic
- Page 15 and 16:
Ligação Metálica Ligação metá
- Page 17 and 18:
Ligações de Dipolo Permanentes Fo
- Page 19 and 20:
MATERIALS SCIENCE AND ENGINEERING A
- Page 21 and 22:
3.1b os centros dos átomos estão
- Page 23 and 24:
3.5 - CÁLCULOS DE DENSIDADES Um co
- Page 25 and 26:
estabelecida, não seja mudada. As
- Page 27 and 28:
planos cristalográficos como poder
- Page 29 and 30:
É mais difícil correlacionar o em
- Page 31 and 32:
O Fenômeno da Difração Difraçã
- Page 33 and 34:
ocorre para amostras em pó; suas c
- Page 35 and 36:
Nesta expressão, N é o número to
- Page 37 and 38:
as valências mais comuns são +1 p
- Page 39 and 40:
tipos discordâncias; estas são de
- Page 41 and 42:
superficial descrita acima. A magni
- Page 43 and 44:
Alguns elementos estruturais são d
- Page 45 and 46:
comprimentos de onda da ordem de 0,
- Page 47 and 48:
MATERIALS SCIENCE AND ENGINEERING -
- Page 49 and 50:
assim, mais móveis. Além disto, e
- Page 51 and 52:
(1a) Antes da difusão, quaisquer
- Page 53 and 54:
D o = um pré-exponencial independe
- Page 55 and 56:
MATERIALS SCIENCE AND ENGINEERING A
- Page 57 and 58:
tamanho da amostra. Por exemplo, re
- Page 59 and 60:
deformação elástica. Quanto maio
- Page 61 and 62:
haverão constricções (apertos) n
- Page 63 and 64:
continuada flutua levemente ao redo
- Page 65 and 66:
dutilidade para vários metais comu
- Page 67 and 68:
verdadeira ε T definida por ε T =
- Page 69 and 70:
indentação que por sua vez é rel
- Page 71 and 72:
___________________________________
- Page 73 and 74:
seguinte expressão: s = [{3 i = 1
- Page 75 and 76:
7.1. Seja o plano A o meio plano in
- Page 77 and 78:
Os campos de deformação circundan
- Page 79 and 80:
cizalhantes existem em todas as dir
- Page 81 and 82:
Deformação e escorregamento em ma
- Page 83 and 84:
Engenheiros metalúrgico e de mater
- Page 85 and 86:
dureza e (c) dutilidade (%EL) para
- Page 87 and 88:
deformação verdadeira, Equação
- Page 89 and 90:
frio aumenta a taxa de recristaliza
- Page 91 and 92:
MATERIALS SCIENCE AND ENGINEERING A
- Page 93 and 94:
fracture") porque uma das superfíc
- Page 95 and 96:
superfície de fratura intergranula
- Page 97 and 98:
Griffith desenvolveu um critério p
- Page 99 and 100:
Na discussão acima, um critério f
- Page 101 and 102:
projeto (ou tensão crítica) σ c
- Page 103 and 104:
definida como aquela temperaturta n
- Page 105 and 106:
Tal como com as outras característ
- Page 107 and 108:
fração da vida em fadiga é utili
- Page 109 and 110:
isto é, para vidas em fadiga maior
- Page 111 and 112:
N f = I ao ac da / [ A (Y ∆σ) m
- Page 113 and 114:
de diamante são indentações de m
- Page 115 and 116:
de testes compressivos são usualme
- Page 117 and 118:
3 diferentes temperaturas. Claramen
- Page 119 and 120:
MATERIALS SCIENCE AND ENGINEERING A
- Page 121 and 122:
9.4 - MICROESTRUTURA Muitas vezes ,
- Page 123 and 124:
9.6 - SISTEMAS ISOMORFOS BINÁRIOS
- Page 125 and 126:
Determinação das Quantidades de F
- Page 127 and 128:
produzirá nenhuma alteração micr
- Page 129 and 130:
para as fases podem ser determinada
- Page 131 and 132:
Figura 9.9 - Representações esque
- Page 133 and 134:
Ao tratar com microestruturas, é
- Page 135 and 136:
Figura 9.16 - O diagrama de fase ma
- Page 137 and 138:
Não é necessário supor que diagr
- Page 139 and 140:
se situa ao longo do comprimento da
- Page 141 and 142:
L W γ + Fe 3 C (9.15) aquecimento
- Page 143 and 144:
(menos do que eutetóide). O resfri
- Page 145 and 146:
assim, a resultante microestrutura
- Page 147 and 148:
MATERIALS SCIENCE AND ENGINEERING A
- Page 149 and 150:
Este t 0,5 também está indicado n
- Page 151 and 152:
uma concentração de carbono inter
- Page 153 and 154:
Atlas of Isothermal Transformation
- Page 155 and 156:
abaixo da temperatura eutetóide e
- Page 157 and 158:
aços liga, respectivamente. Figura
- Page 159 and 160:
desta liga em relação às transfo
- Page 161 and 162:
todos os aços, aqueles que são os
- Page 163 and 164:
um aço é mostrada na Figura 10.25
- Page 165 and 166:
contínuo. Além disso, adição de
- Page 167 and 168:
ecristalização é permitida. Ordi
- Page 169 and 170:
Procedimentos convencionais de trat
- Page 171 and 172:
ferro-carbono de composição eutet
- Page 173 and 174:
vez que estes dados são às vezes
- Page 175 and 176:
solubilidade entre os campos das fa
- Page 177 and 178:
equilíbrio θ, dentro da fase matr
- Page 179 and 180:
precipitado microscopicamente peque
- Page 181 and 182:
comuns de conformação. Naturalmen
- Page 183 and 184:
forma desejada. Quando solidificaç
- Page 185 and 186:
Tabela 12.1a Composições de 5 Aç
- Page 187 and 188:
TABELA 12.4 Designações, Composi
- Page 189 and 190:
extensivamente. Eles são muito efi
- Page 191 and 192:
titânio e suas ligas, metais refra
- Page 193 and 194:
Atenção recente tem sido dada a l
- Page 195 and 196:
contatos elétricos em placas de ci
- Page 197 and 198:
MATERIALS SCIENCE AND ENGINEERING A
- Page 199 and 200:
PROBLEMA EXEMPLO 13.1 Estruturas Cr
- Page 201 and 202:
estrutura cristalina seria similar
- Page 203 and 204:
PROBLEMA EXEMPLO 13.2. Cálculos de
- Page 205 and 206:
Figura 13.13 - Representação esqu
- Page 207 and 208:
A expressão estrutura de defeito
- Page 209 and 210:
sólido separadas por uma região b
- Page 211 and 212:
13.6 - FRATURA FRÁGIL DE CERÂMICA
- Page 213 and 214:
Módulo de Ruptura O comportamento
- Page 215 and 216:
uma força cizalhante aplicada. A p
- Page 217 and 218:
de testes de flexão transversais a
- Page 219 and 220:
transparência ótica e a relativa
- Page 221 and 222:
Figura 14.5 - Técnica de prensagem
- Page 223 and 224: condutividades térmicas relativame
- Page 225 and 226: A técnica mais comum de conformaç
- Page 227 and 228: Após a queima, um corpo é usualme
- Page 229 and 230: 14.11 - REFRATÁRIOS DE SÍLICA O p
- Page 231 and 232: pó, usualmente contendo uma pequen
- Page 233 and 234: deste material resulta de reações
- Page 235 and 236: confiáveis e de resistência à co
- Page 237 and 238: MATERIALS SCIENCE AND ENGINEERING A
- Page 239 and 240: Tabela 15.2, onde R e R' representa
- Page 241 and 242: substituído com um átomo de Cl. A
- Page 243 and 244: sejam desconsiderados. Ligações s
- Page 245 and 246: Polímeros com Ligações Cruzadas
- Page 247 and 248: H H H H H R H H * * * * * * * * -C-
- Page 249 and 250: 15.10 - CRISTALINIDADE DE POLÍMERO
- Page 251 and 252: aproximadamente 10 a 20 nm de espes
- Page 253 and 254: Copolímero alternante Modelo de ca
- Page 255 and 256: 10 6 psi (4 x 10 3 MPa) para alguns
- Page 257 and 258: egiões amorfas, por causa do desal
- Page 259 and 260: ligarem. Consequentemente, a temper
- Page 261 and 262: instantânea; isto é, em resposta
- Page 263 and 264: temperatura. O comportamento log E
- Page 265 and 266: tensão-deformação se parece com
- Page 267 and 268: Eng.Sci., 6, 363,1966). Resistênci
- Page 269 and 270: R----C-C-C-C-C-C-C-C----R (16.5) *
- Page 271 and 272: A flexibilidade, dutilidade e tenac
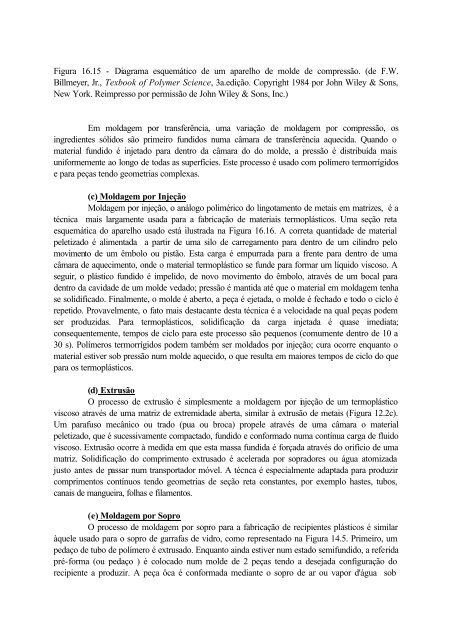
- Page 273: Técnicas de Conformação Um basta
- Page 277 and 278: onde R e R' representam átomos lat
- Page 279 and 280: produzida se a camada de adesivo fo
- Page 281 and 282: plasticamente alongadas durante uma
- Page 283 and 284: e da geometria da fase dispersa. "G
- Page 285 and 286: uma cerâmica de carbeto refratári
- Page 287 and 288: térmica é aproximadamente igual
- Page 289 and 290: Para um número de combinações fi
- Page 291 and 292: alinhadas na direção do alinhamen
- Page 293 and 294: À guisa de sumário, então, comp
- Page 295 and 296: facilidade de fabricação. Os pol
- Page 297 and 298: tais como tungstênio. Excelentes r
- Page 299 and 300: Figura 17.10 - Diagrama esquemátic
- Page 301 and 302: carregamento no plano e também qua
- Page 303 and 304: MATERIALS SCIENCE AND ENGINEERING A
- Page 305 and 306: uma reação de redução e será a
- Page 307 and 308: quais imerso numa solução 1 M de
- Page 309 and 310: eatividades relativas de um número
- Page 311 and 312: Todas as reações eletroquímicas
- Page 313 and 314: abruptamente em magnitude. ________
- Page 315 and 316: normais. Com o aumento do potencial
- Page 317 and 318: 1. Se o acasalamento de metais diss
- Page 319 and 320: Figura 18.18 Ilustração esquemát
- Page 321 and 322: A tensão que produz trincas de cor
- Page 323 and 324: experimenta oxidação e, ao ceder
- Page 325 and 326:
do óxido e do metal. A razão dest
- Page 327 and 328:
não metálicos, já são produtos
- Page 329 and 330:
Esta quebra de ligação conduz tan
- Page 331 and 332:
O comportamento ativo-passivo pode
- Page 333 and 334:
Figura 19.1 - Representação esque
- Page 335 and 336:
Figura 19.3(a) A representação co
- Page 337 and 338:
elétrons de valência têm liberda
- Page 339 and 340:
Como mencionado anteriormente, muit
- Page 341 and 342:
19.9 - CARACTERÍSTICAS ELÉTRICAS
- Page 343 and 344:
e σ = n | e | (µ e + µ h ) = p |
- Page 345 and 346:
oro, tendo 3 elétrons de valência
- Page 347 and 348:
da temperatura é tão maior do que
- Page 349 and 350:
= 13,83 - 0,67 eV / [ (2) (8,62 x 1
- Page 351 and 352:
abreviado como MOSFET). (a) Transis
- Page 353 and 354:
produção muito engenhosas. O proc
- Page 355 and 356:
poliparafenileno, “ polypyrrole
- Page 357 and 358:
Figura 19.27. (a) Forças (torque)
- Page 359 and 360:
P = D - ε o ξ = D - ε o (V/l) =
- Page 361 and 362:
elétrico alternado é denominada p
- Page 363 and 364:
Materiais piesoelétricos são util
- Page 365 and 366:
MATERIALS SCIENCE AND ENGINEERING A
- Page 367 and 368:
elétrons em estados próximos da e
- Page 369 and 370:
Materiais cerâmicos que são subme
- Page 371 and 372:
condução térmica: k e é muito m
- Page 373 and 374:
taxa de mudança de temperatura. Te
- Page 375 and 376:
MATERIALS SCIENCE AND ENGINEERING A
- Page 377 and 378:
onde µ o é a permeabilidade de um
- Page 379 and 380:
ferromagnetismo; em adição, antif
- Page 381 and 382:
peça sólida estão mutuamente ali
- Page 383 and 384:
misturas de íons de 2 metais dival
- Page 385 and 386:
H, pode-se notar a partir da Figura
- Page 387 and 388:
O campo de saturação ou magnetiza
- Page 389 and 390:
manufatura, estas partículas são
- Page 391 and 392:
completa. Para campos entre H C1 e
- Page 393 and 394:
estado supercondutor cessa de exist
- Page 395 and 396:
permissividade elétrica de um vác
- Page 397 and 398:
energia E 2 para um estado vazio de
- Page 399 and 400:
separação das cores. Não apenas
- Page 401 and 402:
valência. A energia do fóton abso
- Page 403 and 404:
dentro da região visível do espec
- Page 405 and 406:
Para polímeros intrínsecos (sem a
- Page 407 and 408:
Figura 22.11 Diagrama esquemático