Diseño para Fatiga - webaero
Diseño para Fatiga - webaero
Diseño para Fatiga - webaero

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
5. MÉTODOS DE MEJORA Y<br />
REGLAS PARA EL CÁLCULO<br />
5.1 Reglas actuales <strong>para</strong> el<br />
cálculo que incorporan<br />
técnicas de mejora<br />
Tal y como indicó en el apartado 3.1, el<br />
método de mejora del perfil de la soldadura está<br />
incluido en las reglas de cálculo de la ASW/API<br />
en términos de la curva X que generalmente es<br />
posible utilizar si se efectúa el control del perfil;<br />
en caso contrario se debe utilizar una X inferior.<br />
Las dos curvas se interseccionan en una vida<br />
que es algo inferior a 10 4 ciclos, es decir, la<br />
mejora se pierde en esta vida.<br />
En las reglas del Department of Energy<br />
del Reino Unido, es posible mover las curvas S-<br />
N <strong>para</strong> todos los tipos de uniones mediante un<br />
coeficiente de 1,3 sobre la resistencia (2,2 sobre<br />
la vida) si se efectúa el rectificado [5]. Así pues,<br />
las dos curvas son <strong>para</strong>lelas y la mejora también<br />
se aplica en la región de vida reducida/tensión<br />
alta, en contradicción con la mayor parte de los<br />
datos de las pruebas que<br />
tienden a mostrar mejoras<br />
muy reducidas o inexistentes<br />
en esta región, es<br />
decir, que proporcionan<br />
curvas S-N, sin aplicación<br />
de mejora y tras la mejora<br />
que se interseccionan, tal<br />
y como indica el ejemplo<br />
de la Figura 11.<br />
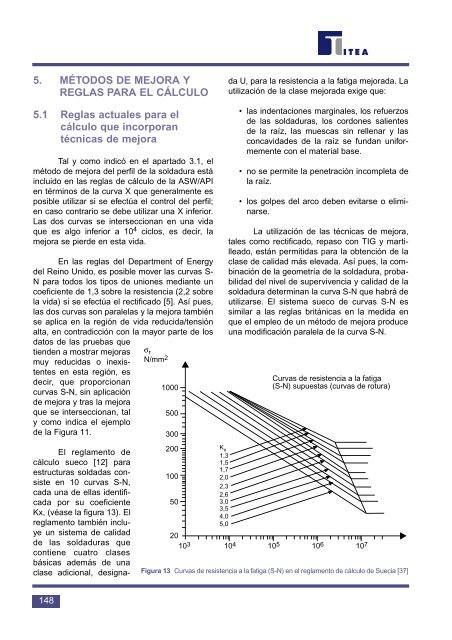
El reglamento de<br />
cálculo sueco [12] <strong>para</strong><br />
estructuras soldadas consiste<br />
en 10 curvas S-N,<br />
cada una de ellas identificada<br />
por su coeficiente<br />
Kx, (véase la figura 13). El<br />
reglamento también incluye<br />
un sistema de calidad<br />
de las soldaduras que<br />
contiene cuatro clases<br />
básicas además de una<br />
clase adicional, designa-<br />
148<br />
σ r<br />
N/mm 2<br />
1000<br />
500<br />
300<br />
200<br />
100<br />
50<br />
K x<br />
1,3<br />
1,5<br />
1,7<br />
2,0<br />
2,3<br />
2,6<br />
3,0<br />
3,5<br />
4,0<br />
5,0<br />
da U, <strong>para</strong> la resistencia a la fatiga mejorada. La<br />
utilización de la clase mejorada exige que:<br />
• las indentaciones marginales, los refuerzos<br />
de las soldaduras, los cordones salientes<br />
de la raíz, las muescas sin rellenar y las<br />
concavidades de la raíz se fundan uniformemente<br />
con el material base.<br />
• no se permite la penetración incompleta de<br />
la raíz.<br />
• los golpes del arco deben evitarse o eliminarse.<br />
La utilización de las técnicas de mejora,<br />
tales como rectificado, repaso con TIG y martilleado,<br />
están permitidas <strong>para</strong> la obtención de la<br />
clase de calidad más elevada. Así pues, la combinación<br />
de la geometría de la soldadura, probabilidad<br />
del nivel de supervivencia y calidad de la<br />
soldadura determinan la curva S-N que habrá de<br />
utilizarse. El sistema sueco de curvas S-N es<br />
similar a las reglas británicas en la medida en<br />
que el empleo de un método de mejora produce<br />
una modificación <strong>para</strong>lela de la curva S-N.<br />
Curvas de resistencia a la fatiga<br />
(S-N) supuestas (curvas de rotura)<br />
20<br />
10 3 10 4 10 5 10 6 10 7<br />
Figura 13 Curvas de resistencia a la fatiga (S-N) en el reglamento de cálculo de Suecia [37]