- Seite 1 und 2:
Manfred Meissner, Friedhelm Fischer
- Seite 3 und 4:
Die Geschichte der Metallfedern und
- Seite 5 und 6:
Vorwort Die Geschichte der Federn z
- Seite 7 und 8:
Inhaltsverzeichnis 1 Einleitung ...
- Seite 9 und 10:
4.2.3.3 Stabfederelemente .........
- Seite 11 und 12:
7.2.3 Drahtzieher und Drahtverarbei
- Seite 13 und 14:
1 Einleitung Schon in der Frühzeit
- Seite 15 und 16:
2 Federn und Federntechnik vom Alte
- Seite 17 und 18:
5 Bild 2.4: Federn im Schloss- und
- Seite 19 und 20:
en und entwarf ein automatisches Sc
- Seite 21 und 22:
9 Tafel 2.1. Einteilung der Maschin
- Seite 23 und 24:
11 2.3.2 Biegefedern (Biegebeanspru
- Seite 25 und 26:
3 Entwicklung der Federwerkstoffe u
- Seite 27 und 28:
einem sorbitischen Gefüge im Draht
- Seite 29 und 30:
gungen an Mikrolegierungselementen
- Seite 31 und 32:
Tafel 3.1. (Fortsetzung) 19
- Seite 33 und 34:
hohen Siliziumanteil wurde für sch
- Seite 35 und 36:
Erst ab etwa 1990 kehrte man bei Sc
- Seite 37 und 38: Tafel 3.4. Beispiele für Federwerk
- Seite 39 und 40: Diese Methode eignete sich ebenfall
- Seite 41 und 42: Stahlblechherstellung bekannt. Bere
- Seite 43 und 44: 3.4 Verfahren zur Nachbehandlung de
- Seite 45 und 46: 33 Bild 3.1: Polardiagramm der Eige
- Seite 47 und 48: 4 Neuzeitliche Entwicklungen bei Fe
- Seite 49 und 50: 37 4.1.1.3 Scheibenförmige Biegefe
- Seite 51 und 52: 33 Stück) angebracht, um den auf i
- Seite 53 und 54: 41 4.1.2.2 Schraubendruckfedern Mit
- Seite 55 und 56: der Entwicklung der Federwindeautom
- Seite 57 und 58: wurden Drehstabfedern in Militärfa
- Seite 59 und 60: Es würde zu weit führen, auf all
- Seite 61 und 62: 49 a) b) c) Bild 4.7: Kutschen mit
- Seite 63 und 64: In den 1970er Jahren verwenden alle
- Seite 65 und 66: Um das leichte Ansprechen der Feder
- Seite 67 und 68: 55 4.1.4.4 Stabilisatoren Als nicht
- Seite 69 und 70: feder im Schienenfahrzeug. Von Vort
- Seite 71 und 72: 59 4.1.4.7 Kunststofffedern Schlie
- Seite 73 und 74: Schmierkanal im mittleren Drittel d
- Seite 75 und 76: dreieckförmig an. Weit verbreitet
- Seite 77 und 78: latt. In einem zweiten Durchgang wu
- Seite 79 und 80: 67 Bild 4.22: Drahtcoils, Vormateri
- Seite 81 und 82: Die Maschinenhärtung im Blattfeder
- Seite 83 und 84: 71 Bild 4.24: Ausbiegen und Härten
- Seite 85 und 86: Am Ende der Durchlauf-Anlassöfen w
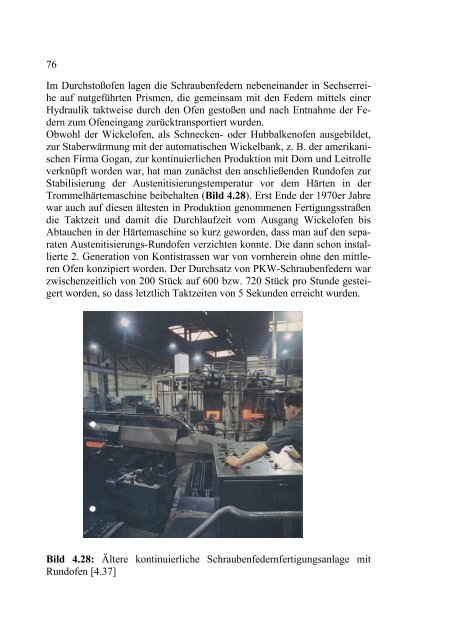
- Seite 87: Härten und Anlassen durch Durchsto
- Seite 91 und 92: tetem Draht mit etwa 1.600 N/mm² V
- Seite 93 und 94: Macherauch [4.53]. Schon zu Beginn
- Seite 95 und 96: Mit der Zunahme von Parabelfedern u
- Seite 97 und 98: 85 4.2.3.2 Schraubenfedern Die Schr
- Seite 99 und 100: Im Anschluss an das Setzen wurden d
- Seite 101 und 102: 89 Bild 4.38: Auslaufseite eines Ku
- Seite 103 und 104: fuhr durch die Mitte der Werkzeugpl
- Seite 105 und 106: 93 4.4 Einrichtungen für Federprü
- Seite 107 und 108: 5 Die Entwicklung der Auslegungsrec
- Seite 109 und 110: 97 5.2 Die Herausbildung der Elasti
- Seite 111 und 112: 99 Bild 5.2: Titelblatt der Abhand-
- Seite 113 und 114: 101 wicklung der Festigkeitslehre m
- Seite 115 und 116: 103 struktionspraxis waren aus viel
- Seite 117 und 118: 105 1 y k C· M (5.5) R 2 3/ 2
- Seite 119 und 120: 107 gestellt und damit die Theorie
- Seite 121 und 122: 109 5.3.4 Die Frage nach den ertrag
- Seite 123 und 124: 111 anspruchungsformen förderte in
- Seite 125 und 126: 113 Dampfmaschine James Watt (1736
- Seite 127 und 128: 115 Bild 5.11: Dauerversuchsmaschin
- Seite 129 und 130: 117 in denen sich, wie bereits scho
- Seite 131 und 132: Tafel 5.1. Chronologie zur Entwickl
- Seite 133 und 134: 121 Wesentliche Beiträge von: Fran
- Seite 135 und 136: 123 5.5.2 Vorgeschichte und die Ans
- Seite 137 und 138: 125 Modell der Blattfederabstützun
- Seite 139 und 140:
127 fehlender oder „fehlerhafter
- Seite 141 und 142:
129 5.5.5 Von Castigliano bis Gerol
- Seite 143 und 144:
131 Neben vielen weiteren Arbeiten
- Seite 145 und 146:
133 Bild 5.18: Titelblatt des Buche
- Seite 147 und 148:
135 aufzustellen, die die gewünsch
- Seite 149 und 150:
137 Schließlich hat sich auch das
- Seite 151 und 152:
139 1914), Johann Bauschinger (1834
- Seite 153 und 154:
141 ter folgten dann noch Normen zu
- Seite 155 und 156:
5.6 Die Entwicklung der Auslegungsr
- Seite 157 und 158:
145 Es werden aber auch prismatisch
- Seite 159 und 160:
147 „Torsionswechselfestigkeit“
- Seite 161 und 162:
149 Raumrichtungen ermöglicht [5.1
- Seite 163 und 164:
151 zusammenfasste [5.152]. Über G
- Seite 165 und 166:
153 Tafel 5.4. Berechnungsbeispiel
- Seite 167 und 168:
6 Die Entwicklung der deutschen Nor
- Seite 169 und 170:
157 Tafel 6.1. Vorstufen der deutsc
- Seite 171 und 172:
159 6.2 Der Arbeitsausschuss Federn
- Seite 173 und 174:
161 1. Drahtdurchmesser 2. Formverh
- Seite 175 und 176:
163 Bild 6.2: Erster Entwurf einer
- Seite 177 und 178:
165 6.3.2 Normen zu Federwerkstoffe
- Seite 179 und 180:
167 Bild 6.4: Normblatt „Gerippte
- Seite 181 und 182:
169 Neben anderen Mitteilungen wird
- Seite 183 und 184:
171 Bild 6.7: Die britische Militä
- Seite 185 und 186:
173 hat sich als vorteilhaft erwies
- Seite 187 und 188:
07.56 01.48 07.02 02.63 12.84 01.48
- Seite 189 und 190:
07.56 01.48 02.63 07.02 DIN EN 1390
- Seite 191 und 192:
DIN 4626 179 Zeittafel für Blattfe
- Seite 193 und 194:
181 Normblatt Gültige Ausgabe Tite
- Seite 195 und 196:
DIN 4620 183 Zeittafel für Werksto
- Seite 197 und 198:
185 Normblatt Gültige Ausgabe Tite
- Seite 199 und 200:
187 Unter Beteiligung von Fachleute
- Seite 201 und 202:
189 Teil 1: Teil 2: Teil 3: Allgeme
- Seite 203 und 204:
191 Aufgrund von Artikel 8 in Verbi
- Seite 205 und 206:
193 Bild 6.9: Standard-Titelblatt z
- Seite 207 und 208:
195 matik ihm in seiner Tätigkeit
- Seite 209 und 210:
197 Auch in Zahlen lässt sich der
- Seite 211 und 212:
199 Bild 6.12: Entwicklung der Norm
- Seite 213 und 214:
7 Die Entwicklung der deutschen Fed
- Seite 215 und 216:
203 durch Schlosser ausgeführt wer
- Seite 217 und 218:
205 Bild 7.1: Quelle (Titel und Zit
- Seite 219 und 220:
207 modernisiert. Mit dem weiteren
- Seite 221 und 222:
209 Der wirtschaftliche Aufschwung
- Seite 223 und 224:
211 Neuhaus an den italienischen We
- Seite 225 und 226:
213 7.3.2.3 WAFIOS AG in Reutlingen
- Seite 227 und 228:
215 nigung. Das Unternehmen erlangt
- Seite 229 und 230:
217 Dr. Hans-Jochem Steim wird 1991
- Seite 231 und 232:
219 7.4 Verband der Deutschen Feder
- Seite 233 und 234:
221 I. Schienenfahrzeugfedern, II.
- Seite 235 und 236:
223 Kaltgeformte Federn“. Die „
- Seite 237 und 238:
225 Tafel 7.1. Forschungsprojekte d
- Seite 239 und 240:
227 Tafel 7.2. Forschungsprojekte d
- Seite 241 und 242:
229 Die Entwicklung des Forschungsl
- Seite 243 und 244:
231 1995 Ableitung gestaltabhängig
- Seite 245 und 246:
233 - Federwindeautomat, - Universa
- Seite 247 und 248:
8 Literatur und wichtige Patente 8.
- Seite 249 und 250:
237 [3.10] Clausen, R. und Martin,
- Seite 251 und 252:
239 [3.45] Macherauch, E. und Müll
- Seite 253 und 254:
241 [3.79] Zouhar, G. jun. und Mita
- Seite 255 und 256:
243 [4.29] Göhner, O.: Schubspannu
- Seite 257 und 258:
245 [4.64] Merkel, E.: Die Berechnu
- Seite 259 und 260:
247 [4.101] Wernitz, W.: Die Teller
- Seite 261 und 262:
249 [5.25] Föppl, A.: Vorlesungen
- Seite 263 und 264:
251 [5.58] Hempel, M.: Einfluss der
- Seite 265 und 266:
253 [5.92] Langen & Sondermann: Tra
- Seite 267 und 268:
255 [5.124] Micke, Derk: Standardis
- Seite 269 und 270:
257 [5.158] Sander, W.: Uhrenlehre.
- Seite 271 und 272:
259 [5.189] Walz, K.-H.: Gestaltung
- Seite 273 und 274:
261 [7.8] Bleicher, W.: Die Anfäng
- Seite 275:
263 [Pat9] Kl. 60, Nr. 90824: Feder
- Seite 278 und 279:
266 Gerolsky, W.; 124, 129, 131, 13
- Seite 280 und 281:
268 Siebe, A.; 10 Speckens, F.-W.;
- Seite 282:
270 Ponge; 226 Poppe, D. J. H. M.;